Versatile Industrial Applications and Customization Options
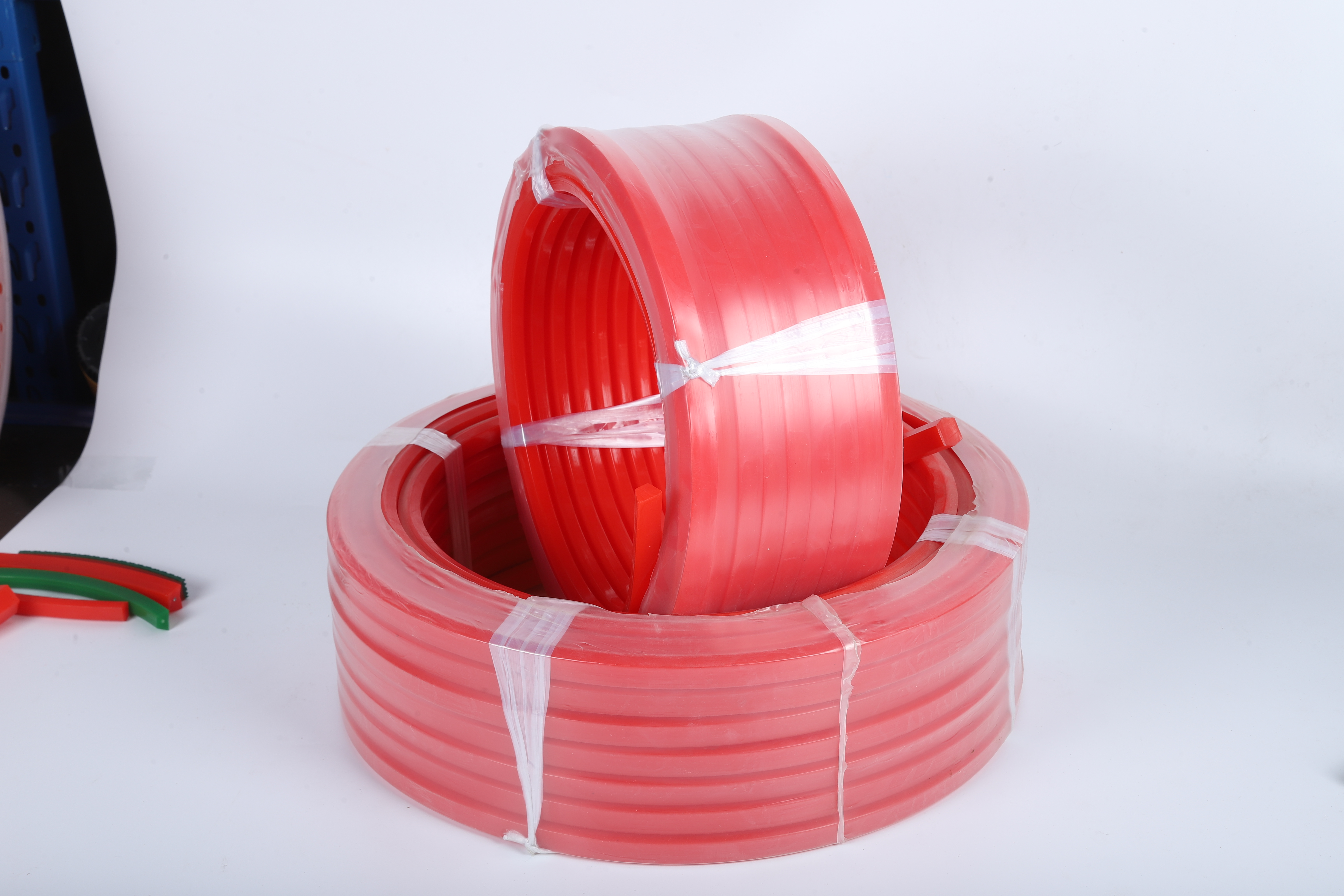
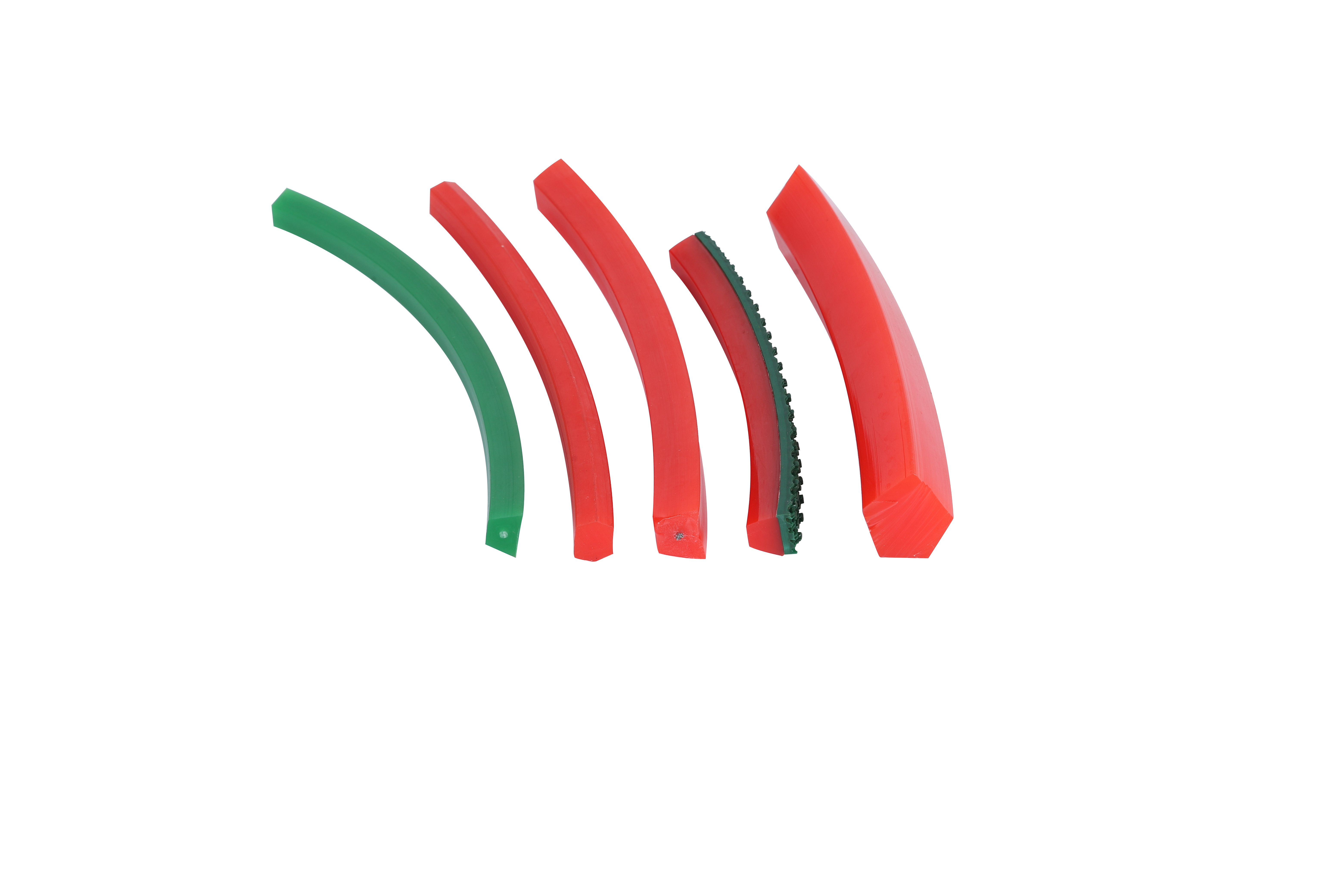
The v conveyor belt demonstrates remarkable versatility across numerous industrial sectors, offering customizable solutions that address specific material handling challenges in diverse operational environments. This adaptability stems from the modular design philosophy that allows engineers to configure belt parameters including sidewall height, belt width, surface textures, and material composition to match exact application requirements. Manufacturing capabilities encompass a comprehensive range of specialized configurations including food-grade materials for pharmaceutical and food processing applications, chemical-resistant compounds for corrosive environments, and high-temperature formulations for extreme thermal conditions. The customization options extend to integration capabilities with existing equipment, allowing v conveyor belt systems to seamlessly interface with upstream and downstream processes without requiring extensive facility modifications or operational disruptions. Mining operations benefit from heavy-duty v conveyor belt configurations designed to handle abrasive materials and extreme load conditions while maintaining reliable performance in harsh environmental conditions including dust, moisture, and temperature fluctuations. Agricultural applications utilize specialized v conveyor belt variants with gentle handling characteristics that preserve product integrity during grain processing, seed sorting, and fertilizer distribution operations. Food processing facilities implement sanitary design v conveyor belt systems that meet stringent hygiene requirements while providing efficient material transport for products ranging from bulk ingredients to packaged goods. The pharmaceutical industry relies on precision-engineered v conveyor belt solutions that ensure contamination-free material handling while maintaining exact positioning requirements for automated packaging and quality control processes. Recycling operations employ robust v conveyor belt configurations capable of handling mixed materials including metals, plastics, and organic waste while facilitating efficient sorting and separation processes. Chemical processing applications utilize specialized v conveyor belt formulations that resist degradation from exposure to solvents, acids, and other reactive substances while maintaining structural integrity under challenging operating conditions. The modular nature of v conveyor belt systems enables phased implementation and future expansion capabilities that accommodate growing operational requirements without complete system replacement. Technical support services accompany customization options to ensure optimal performance through proper installation, commissioning, and ongoing maintenance programs tailored to specific application demands and operational schedules.