

في بيئات التصنيع الحديثة، حيث يُترجم توقف التشغيل مباشرةً إلى خسارة في الإيرادات، أصبحت القدرة على لحام وتثبيت الأحزمة الدائرية في الموقع مهارةً بالغة الأهمية لفرق الصيانة. ويتطلب الإنتاج الخالي من الفجوات أن تعمل أنظمة النقل والآلات الآلية ووحدات النقل بشكلٍ مستمرٍ دون انقطاع. أما الطرق التقليدية لاستبدال الأحزمة التي تتطلب فكّ الآلة أو التصنيع خارج الموقع، فهي تؤدي إلى تأخيرات إنتاج غير مقبولة. ويشرح هذا الدليل الشامل المنهجية الدقيقة الخاصة بلحام وتثبيت الأحزمة الدائرية مباشرةً عند نقطة الاستخدام، ما يمكن المرافق من الحفاظ على عمليات تشغيل سلسة مع تحقيق وصلات احترافية للأحزمة تطابق معايير الأداء الخاصة بالوصلات المصنَّعة مصنعياً أو تتفوق عليها.
الميزة الاستراتيجية المترتبة على إتقان لحام الأحزمة الدائرية في الموقع تمتد أبعد من توفير الوقت الفوري. فالمرافق المزودة بقدرات لحام مناسبة يمكنها الاستجابة فورًا لحالات عطل الأحزمة، وتخصيص أطوال الأحزمة لتتناسب مع تكوينات الآلات الفريدة، والقضاء على الاعتماد على الموردين الخارجيين في حالات الاستبدال الطارئة. سواء كنت تعمل بأحزمة دائرية مصنوعة من البولي يوريثان أو المطاط وبأقطار تتراوح بين ٢ مم و٢٥ مم، فإن عملية اللحام تتبع مبادئ ثابتة مع ضرورة التحكم في درجة الحرارة وتقنيات التحضير الخاصة بكل مادة على حدة. وإن فهم سير العمل الكامل ابتداءً من القياس الأولي وانتهاءً بالشد النهائي يضمن أن موظفي الصيانة قادرون على تحقيق نتائج موثوقة في الظروف الحرجة التي تؤثر على الإنتاج.
فهم أساسيات لحام الأحزمة الدائرية للتطبيقات الصناعية
العلوم المادية الكامنة وراء الربط الحراري للأحزمة الدائرية
يعتمد لحام الحزام الدائري على انصهار متحكم فيه للمواد الحرارية البلاستيكية، حيث تحوّل طاقة الحرارة البنية الجزيئية لمواد الحزام عند سطح التوصيل. وتتميز أحزمة البولي يوريثان، المصنوعة من المطاطيات الحرارية البلاستيكية، بخصائص لحام مثالية نظراً لقدرتها على الانصهار والجريان ثم إعادة التصلّب مع الحفاظ على مقاومتها الشدّية. ويجب أن تصل درجة حرارة اللحام إلى نقطة انصهار المادة دون التسبب في تحلل حراري لسلاسل البوليمر. ولأحزمة البولي يوريثان الدائرية القياسية، تتراوح هذه الدرجة المثلى عادةً بين ١٨٠°م و٢٢٠°م، وذلك حسب التركيب الكيميائي المحدد وصلابة المادة المقاسة بمقياس الدويوميتر. أما الأحزمة المطاطية الدائرية فتتطلب معاملات حرارية مختلفة، وعادةً ما تحتاج إلى درجات حرارة أعلى تتراوح بين ٢٤٠°م و٢٨٠°م، بالإضافة إلى مدة تسخين أطول لتحقيق الارتباط الجزيئي المتقاطع المناسب عند منطقة التوصيل.
يعتمد جودة لحام الحزام الدائري اعتمادًا حاسمًا على تحقيق توزيعٍ متجانسٍ للحرارة عبر المساحة الإجمالية للمقطع العرضي لكلا طرفي الحزام. ويؤدي التسخين غير الكامل إلى إنشاء مناطق ضعيفة، حيث يصبح المادة غير المترابطة نقطة بدء الفشل تحت الإجهادات التشغيلية. وتتضمن معدات اللحام الاحترافية عناصر تسخين خاضعة للتحكم الدقيق مع تنظيم حراري ثرموستاتي للحفاظ على درجة حرارة ثابتة طوال دورة الالتحام. ويتطلب عملية الربط الجزيئي ليس الحرارة فحسب، التطبيق بل أيضًا ضغطًا مضبوطًا لدفع أسطح المادة اللينة نحو التماس الوثيق، مما يلغي الفراغات الهوائية المجهرية التي قد تُضعف قوة المفصل. وتدمج أنظمة الالتحام الحديثة كلًّا من المعايير الحرارية والميكانيكية في دورات آلية تزيل التباين البشري من المرحلة الحرجة للارتباط.
متطلبات المعدات ومعايير المواصفات
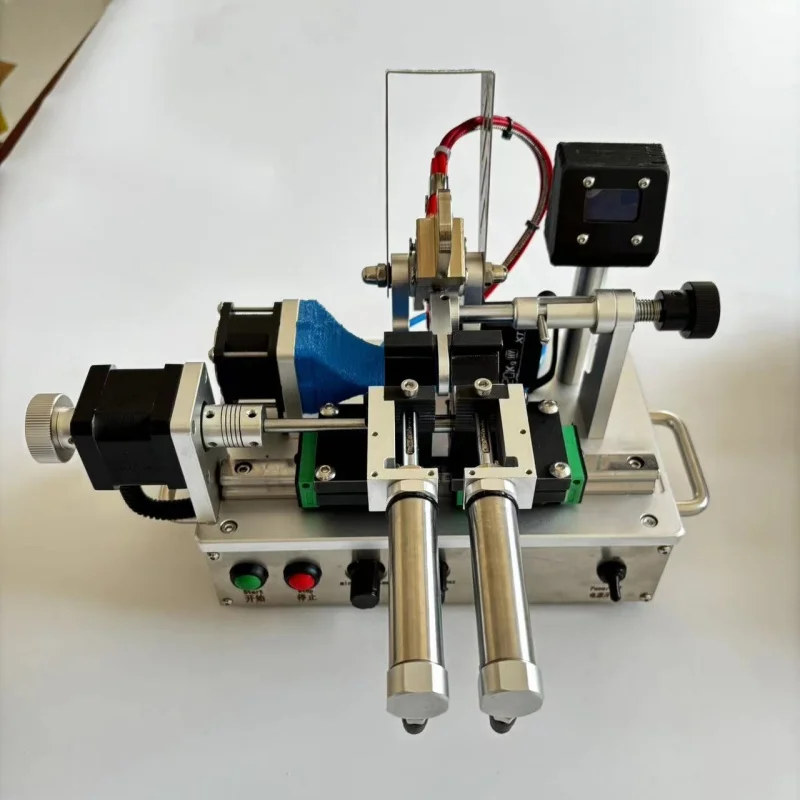
يتطلب لحام الحزام الدائري في الموقع بنجاح معدات مصممة خصيصًا لمعالجة التحديات الفريدة المرتبطة بتوصيل أحزمة المواد الحرارية البلاستيكية. وتوفّر أدوات اللحام اليدوي وظائف أساسية لإصلاحات الطوارئ، لكنها تفتقر إلى دقة التحكم المطلوبة للتركيبات ذات الجودة الإنتاجية. وتقدّم الأنظمة شبه الآلية اتساقًا محسّنًا من خلال دورات تسخين منظمة، مع استمرار الحاجة إلى مهارة المشغل في إعداد الحزام ومحاذايته بشكل صحيح. أما الآلات الكاملة الأتمتة لحام الحزام الدائري فتمثل المعيار الاحترافي، حيث تتضمن تحكمًا إلكترونيًّا دقيقًا (بالمايكروبروسيسور)، وأنظمة محاذاة ضوئية، وملفات تسخين قابلة للبرمجة تتكيف مع أنواع مختلفة من مواد الحزام وأقطاره.
عند تقييم معدات اللحام للاستخدامات الصناعية، فإن عدة مواصفات فنية تحدد القدرة التشغيلية ونتائج جودة الوصلات. ويؤثر نطاق درجة الحرارة ودقة التحكم فيها مباشرةً على توافق المواد، حيث تتطلب الأنظمة إمكانية الضبط عبر مدى لا يقل عن ١٥٠°م إلى ٣٠٠°م لاستيعاب تركيبات الأحزمة المختلفة. ويجب أن تتطابق هندسة عنصر التسخين مع الشكل الأسطواني للأحزمة الدائرية، مستخدمةً أسطحًا مُشكَّلة خصيصًا أو عناصر دوارة تُطبِّق طاقة حرارية متجانسة حول المحيط بالكامل. أما آليات التثبيت فيجب أن توفر ضغطًا قابلاً للضبط ومُعايَرًا حسب قطر الحزام، لمنع تشوه الأحزمة ذات الأقطار الصغيرة مع ضمان ضغط كافٍ للأحجام الأكبر. وتتيح وظائف المؤقت بدقة تصل إلى ثانية واحدة التحكم القابل للتكرار في دورة التشغيل، وهي أمرٌ بالغ الأهمية للحفاظ على اتساق جودة الوصلات عبر عمليات التركيب المتعددة.
البروتوكولات الأمنية الحرجة لعمليات الربط الحراري
تتضمن العمليات الحرارية المرتبطة بلحام الحزام الدائري مخاطر محددة تتطلب بروتوكولات سلامة منهجية. فعناصر التسخين العاملة عند درجات حرارة تفوق ٢٠٠°م تشكل خطرًا شديدًا للحروق أثناء التشغيل ولعدة دقائق بعد اكتمال دورة اللحام بينما تبرد المكونات. وعند انصهار مادة البولي يوريثان والمطاط، تنطلق مركبات عضوية متطايرة قد تسبب تهيجًا في الجهاز التنفسي في الأماكن ذات التهوية السيئة. ولحماية العاملين من التعرض للأبخرة، ومنع انتشار المخاطر الحرارية بالقرب من المواد القابلة للاشتعال، لا بد من إنشاء مناطق لحام مخصصة مزودة بأنظمة تهوية كافية. أما معدات الحماية الشخصية، مثل القفازات المقاومة للحرارة ونظارات السلامة وواقيات الجهاز التنفسي عند العمل في الأماكن المغلقة، فهي تشكّل الحد الأدنى لمتطلبات السلامة في جميع عمليات اللحام.
تتطلب اعتبارات السلامة الكهربائية اهتمامًا خاصًّا نظرًا لمتطلبات الطاقة العالية لمعدات اللحام الصناعية. وعادةً ما تعمل الأنظمة على مصادر طاقة بجهد ١١٠ فولت أو ٢٢٠ فولت، مع تيارات تمرّ في عناصر التسخين قد تتجاوز ١٠ أمبير. وتمنع حماية الدوائر من الأعطال الأرضية والتأريض الكهربائي السليم مخاطر الصدمات الكهربائية، وهي أمرٌ بالغ الأهمية في البيئات التصنيعية حيث تُشكِّل الرطوبة أو الأسطح المعدنية مخاطر إضافيةً بسبب زيادة التوصيلية. ويجب أن تضمن إجراءات إيقاف تشغيل المعدات انقطاع التيار الكهربائي تمامًا قبل البدء بأي أنشطة صيانة، لأن الحرارة المتبقية في العناصر الحرارية تُسبِّب مخاطر حروق مُؤجَّلة حتى بعد قطع التيار. وينبغي أن تُركِّز برامج التدريب على أن ممارسات لحام الأحزمة الدائرية الآمنة لا تحمي العامل فحسب، بل أيضًا الأشخاص المحيطين به وأصول المنشأة من المخاطر الحرارية والكهربائية.
تحضير الأحزمة الدائرية للتركيب الميداني باللحام
القياس الدقيق وحساب طول الحزام
تؤثر الدقة في تحديد طول الحزام بشكل مباشر على كلٍّ من عملية اللحام وأداء التثبيت النهائي. وتبدأ عملية القياس بتحديد المسار الدقيق الذي سيتبعه الحزام الدائري، بما في ذلك جميع نقاط تلامس البكرات ومواقع الموجهات وأي ترتيبات مُرَاعاة للانحرافات. وفي تطبيقات الاستبدال، يوفِّر قياس الحزام الحالي مرجعًا ابتدائيًّا، لكن الحزام المستهلك غالبًا ما يظهر تمدُّدًا يجعله غير موثوقٍ به لتحديد الأبعاد المناسبة للتثبيت الجديد. أما الطريقة المفضَّلة فهي استخدام شريط قياس غير قابل للتمدُّد أو خيط دقيق لتتبع المسار الفعلي للحزام تحت ظروف الشد العادية، ثم نقل هذا القياس إلى مادة الحزام الجديدة.
يتطلب حساب طول الحزام الدائري الصحيح للحام أخذ كمية المادة المُزالَة أثناء عملية الالتحام في الاعتبار. فكل عملية لحام تُزيل ما يقارب ٢–٤ مم من طول الحزام خلال مراحل القطع والانصهار، وهذه الكمية يجب إضافتها إلى طول المسار المقاس. علاوةً على ذلك، فإن الخصائص الفيزيائية المحددة للمادة تؤثر في التوتر الأولي الأمثل؛ إذ يتطلب حزام البولي يوريثان عادةً استطالةً تتراوح بين ٢٪ و٤٪ عند التركيب لتحقيق التوتر التشغيلي المناسب بعد فترة التمرين الأولية. ولمسار طوله ١٠٠٠ مم، فإن ذلك يعني قص الحزام بطول يتراوح تقريباً بين ١٠٢٠ و١٠٤٠ مم قبل عملية اللحام، ثم تركيبه مع شدٍّ خفيف. ويحتفظ الفنيون ذوو الخبرة بجداول مرجعية تربط بين قطر الحزام ونوع المادة وسرعة التشغيل في التطبيق ومعاملات تعويض الطول الدقيقة.
تحضير طرفي الحزام ومعالجة السطح
تؤثر حالة أسطح طرفي الحزام تأثيرًا بالغًا على جودة وصلات لحام الحزام الدائري، ما يجعل مرحلة التحضير إحدى أكثر المراحل حساسيةً في عملية التركيب. ويجب قص طرفي الحزام بشكلٍ مثاليٍّ عموديٍّ على المحور الطولي له، لإنشاء أسطح مسطحة تتلامس بشكلٍ متجانس عبر المقطع العرضي الكامل. أما القص المائل أو غير المنتظم فيؤدي إلى تلامسٍ غير كاملٍ أثناء اللحام، ما يُنتج وصلات ذات مقاومة منخفضة واحتمالية فشل مبكر. وتستخدم الطرق الاحترافية لقص الحزام قواطع حزام متخصصة ذات زوايا شفرات ثابتة أو عجلات قص دوارة تقطع مادة الحزام بسلاسة دون أن تسبب ضغطًا أو تشويهًا. أما القص اليدوي باستخدام شفرات الحلاقة أو السكاكين متعددة الاستخدامات فيتطلب مهارة استثنائية لتحقيق درجة كافية من الاستقامة، ولذلك تُعتبر أدوات القص المخصصة المعيار المفضل.
تمنع التلوث السطحي الارتباط الجزيئي السليم أثناء عملية الالتحام الحراري، مما يستدعي تنظيف طرفي الحزام بدقة فورًا قبل عملية اللحام. وتُشكِّل بقايا التصنيع، وزيوت التعامل، ورواسب الغبار، والملوثات البيئية طبقات حاجزية تمنع اندماج البوليمرات. ويتضمن بروتوكول التنظيف مسح طرفي الحزام باستخدام قماش غير مُنتِج للوبر مبلَّل بالكحول الإيزوبروبيلي أو بمذيبات تنظيف معتمدة ومتوافقة مع مادة الحزام. وبعد التنظيف بالمذيبات، يجب ترك الحزام لمدة ٣٠–٦٠ ثانية للسماح بالتبخر الكامل للمذيب لتجنب تلوث منطقة اللحام بالرطوبة. أما بالنسبة للحزام المستخدم في تطبيقات معالجة الأغذية أو الصناعات الدوائية، فيتم استبدال المذيبات الصناعية القياسية بمواد تنظيف متخصصة تتوافق مع المتطلبات التنظيمية. ويجب التعامل مع طرفي الحزام المُعدَّين فقط في المناطق البعيدة عن الأسطح المقطوعة لمنع إعادة التلوث قبل بدء عملية اللحام.
اعتبارات التحضير الخاصة بكل مادة
تتطلب مواد الأحزمة الدائرية المختلفة أساليب تحضير مُكيَّفة لتحسين نتائج اللحام. وتُعَدُّ الأحزمة المصنوعة من البولي يوريثان ذات درجة صلادة شور بين ٨٥A و٩٥A أكثر التطبيقات الصناعية شيوعًا، حيث توفر مقاومة ممتازة للتآكل ومرونة عالية. وتستجيب هذه المواد جيدًا لبروتوكولات التحضير القياسية، مع الحاجة إلى معالجة خاصة بسيطة جدًّا تتجاوز التنظيف الجيد والقص الدقيق. أما تركيبات البولي يوريثان الأصلب ذات درجة صلادة شور فوق ٩٥A فقد تستفيد من تقشير خفيف للسطح باستخدام ورق صنفرة ناعم الحبيبات لزيادة مساحة السطح وتحسين الارتباط الجزيئي أثناء الانصهار. ويؤدي هذا التحضير الميكانيكي إلى إحداث خشونة سطحية دقيقة تعزِّز قوة الوصلة دون المساس بالسلامة الهيكلية للحزام.
تُشكل الأحزمة الدائرية المطاطية تحديات تحضيرية مميزة بسبب تركيبها كبوليمرات حرارية تصلب واحتوائها المحتمل على الكبريت الناتج عن عمليات الت Vulcanization. وعلى الرغم من أن لحام الأحزمة الدائرية المطاطية ممكن تقنيًا، فإن تحقيق وصلات تشبه تلك الخاصة بالبولي يوريثان يتطلب دورات تسخين أطول ودرجات حرارة أعلى. وبعض تركيبات المطاط تستفيد من تطبيق مركبات أولية (برايمر) مصممة خصيصًا لتعزيز الالتصاق، مع ضرورة أن تكون هذه المركبات متوافقة مع التسخين اللاحق لمنع انبعاث الغازات أو التلوث. وللتطبيقات الحرجة التي تتضمن أحزمة دائرية مطاطية، يُوصى بإجراء لحامات تجريبية على مواد خردة باستخدام بروتوكول التحضير المخطط له للتحقق من صلاحية العملية قبل الانتقال إلى التركيب الإنتاجي الفعلي. وغالبًا ما تتضمن أوراق مواصفات المواد الصادرة عن مصنّعي الأحزمة توصياتٍ خاصة بلحام يجب الرجوع إليها أثناء تخطيط مرحلة التحضير.
تنفيذ عملية لحام الحزام الدائري
إعداد المعدات وضبط المعايير
إن التهيئة السليمة لمعدات اللحام تُشكِّل الأساس لتحقيق نتائج ناجحة في لحام الأحزمة الدائرية. ويبدأ تسلسل الإعداد بالتحقق من توافق مصدر الطاقة وإقامة اتصالات كهربائية مستقرة تمنع تقلبات الجهد أثناء دورة التسخين. وينبغي وضع آلات اللحام على أسطح ثابتة ومستوية مع ترك مسافات كافية للتعامل مع الحزام ولوصول العامل من زوايا متعددة. أما بالنسبة للمعدات المحمولة المستخدمة في التركيبات الميدانية، فإن تثبيت الجهاز لمنع حركته أثناء عملية الالتحام يضمن المحاذاة المتسقة طوال العملية. كما أن تسخين معدات اللحام مسبقًا لمدة ٥–١٠ دقائق قبل الاستخدام الفعلي يُثبِّت العناصر الحرارية ويحسِّن دقة التحكم في درجة الحرارة.
تتطلب عملية اختيار المعايير مطابقة إعدادات اللحام مع التركيبة المحددة لمادة الحزام وقطره وصلابته حسب مقياس الدويمتر. ويمثل إعداد درجة الحرارة المتغير الرئيسي للتحكم، حيث توفر إرشادات الشركة المصنِّعة نقاط بداية قد تتطلب تعديلًا بناءً على الظروف المحيطة ودُفعات المادة المحددة. ويؤثر قطر الحزام في معاملي درجة الحرارة والزمن معًا، لأن الأقسام العرضية الأكبر تتطلب مدة تسخين أطول لتحقيق اختراق حراري متجانسٍ حتى القلب. وتسمح معظم الأنظمة الاحترافية ببرمجة ملفات تسخين متعددة المراحل، حيث يمكن التحكم بشكل مستقل في معدلات الارتفاع الأولي لدرجة الحرارة والفترة الزمنية الثابتة وسرعات التبريد. ويسهم تسجيل تركيبات المعايير الناجحة الخاصة بأنواع الحزام المستخدمة بكثرة في تبسيط عمليات التركيب المستقبلية وبناء المعرفة المؤسسية داخل فرق الصيانة.
إجراءات تحميل الحزام ومحاذاة الحزام
يُحدِّد تحقيق المحاذاة المثالية بين طرفي الحزام داخل تجهيزات اللحام ما إذا كان المفصل الناتج يعمل بسلاسة أم يُسبِّب اهتزازًا وارتداءً مبكرًا. وتبدأ عملية التحميل بإدخال طرفي الحزام المُحضَّرين في آلية التثبيت الخاصة بكلٍّ منهما، مع وضعهما بحيث تواجه الأسطح المقطوعة بعضها البعض وبأقل فجوة أولية ممكنة. ويجب أن تثبت الماسكات الحزام بإحكام دون ضغط زائد يؤدي إلى تشويه المقطع العرضي الدائري، وهي نقطة بالغة الأهمية خاصةً بالنسبة للحزام ذي القطر الصغير، حيث يُسبِّب الضغط الزائد تشويشًا سهلًا في الشكل الهندسي. وتؤكِّد عمليات الفحص البصري للمحاذاة من زوايا متعددة أن محوري الحزامين يقعان تمامًا على استقامة واحدة، دون أي انحراف زاوي قد يؤدي إلى تشكُّل مفاصل متدرجة.
تضم العديد من أنظمة لحام الأحزمة الدائرية المتطورة وسائل مساعدة بصريّة في المحاذاة أو أدلة ميكانيكية للمحاذاة تُبسِّط هذه المرحلة الحرجة من الإعداد. وتُسقط أنظمة المحاذاة بالليزر خطوط مرجعية يستخدمها المشغِّلون للتحقق من وضع الحزام قبل بدء دورة التسخين. أما الأدلة الميكانيكية المزوَّدة بأخاديد أسطوانية متناظرة فتحتضن طرفي الحزام، ما يحقِّق المحاذاة السليمة تلقائيًّا عند تركيب الحزام تمامًا في مكانه. وفي الأنظمة اليدوية التي تفتقر إلى هذه الوسائل المساعدة، يمكن تصنيع أدوات تثبيت بسيطة للمحاذاة من كتل مثقوبة بدقة لتوفير مراجع قابلة للتكرار في تحديد المواضع. ولا ينبغي أبدًا التسرّع في خطوة التحقق من المحاذاة، إذ يتعذَّر تصحيح سوء المحاذاة الزاوي بعد اكتمال عملية اللحام دون قطع المفصل وإعادة تنفيذ العملية برمتها.
تنفيذ دورة التسخين ومراقبتها
تتطلب مرحلة التسخين في لحام الحزام الدائري مراقبةً يقظةً لاكتشاف أي تشوهات قد تُضعف جودة الوصلة. وبعد بدء دورة التسخين الآلية، يجب على المشغلين مراقبة طرفي الحزام لرصد التليّن الموحَّد المُشار إليه بظهور بريق خفيف على السطح وبدء تدفق المادة. أما التسخين غير المتجانس فيظهر على هيئة انصهار غير متساوٍ، حيث تلين أجزاء من مقطع الحزام العرضي قبل أجزاء أخرى، وغالبًا ما ينتج ذلك عن تماسٍ غير سليم بين عناصر التسخين وأسطح الحزام. ويسمح الكشف المبكر عن هذه الحالة بإيقاف الدورة مؤقتًا، وإعادة وضع طرفي الحزام، ثم إعادة التشغيل قبل أن تحدث درجة كبيرة من تدهور المادة.
توفر مراقبة درجة الحرارة طوال دورة اللحام ضمانًا للجودة يتجاوز التحكم البسيط القائم على المؤقت. وتعرض الأنظمة المزودة بأجهزة قياس الحرارة (الثيرموكابلات) أو أجهزة الاستشعار بالأشعة تحت الحمراء قراءات درجة الحرارة في الوقت الفعلي، والتي يقارنها المشغلون مع القيم المستهدفة. وتشير الانحرافات الكبيرة عن درجات الحرارة المبرمجة إلى عطلٍ في المعدات أو استجابة غير عادية من المادة تتطلب انتباهًا فوريًّا. كما يوفِّر المظهر البصري لمادة الحزام في المنطقة المسخَّنة تغذيةً راجعةً إضافيةً، حيث تكتسب مادة البولي يوريثان المُسخَّنة بشكلٍ صحيح سطحًا ذائبًا شفافًا لامعًا، بينما تظهر المادة المُسخَّنة أكثر من اللازم اصفرارًا أو تكوُّن فقاعات. ويكتسب المشغلون ذوو الخبرة القدرة على التعرُّف على اكتمال التسخين الأمثل من خلال هذه المؤشرات البصرية، ما يكمِّل أنظمة التحكم الآلي القائمة على المؤقت بمهارات الملاحظة العملية.
الوصل والضغط
بعد الانتهاء من دورة التسخين، تتطلب مرحلة الالتحام اتخاذ إجراءات سريعة وحاسمة لضم طرفي الحزام المصهور معًا قبل بدء عملية التبريد. وتقوم أنظمة لحام الأحزمة الدائرية الآلية بتنفيذ هذه الخطوة عبر تسلسلات مبرمجة تُحرّك آلية التثبيت الواحدة أو كلتيهما، بحيث تُطبّق ضغطًا خاضعًا للتحكم على السطوح المسخّنة لتُقرّبها من بعضها. أما في الأنظمة اليدوية، فيتطلّب الأمر مهارة المشغل لإغلاق الفجوة بسرعة مع تطبيق ضغط انضغاطي مناسب. ويجب أن يكون ضغط الانضغاط كافيًا لتسوية طبقات المادة المصهورة، مما يحقّق تماسًّا جزيئيًّا وثيقًا عبر كامل سطح المفصل مع طرد أي هواء محبوس أو ملوّثات. فعدم كفاية الضغط يؤدي إلى روابط ضعيفة، بينما يؤدي الضغط الزائد إلى طرد المادة المصهورة من المفصل، ما يقلّل من المساحة العرضية للمفصل ويشكّل نقاط تركّز للإجهادات.
تؤثر مدة تطبيق الضغط تأثيرًا حاسمًا على قوة الوصلة النهائية في عمليات لحام الأحزمة الدائرية. فتحرير الضغط مبكرًا يسمح بانفصال الوصلة قليلًا قبل اكتمال التصلّب، ما يؤدي إلى تكوّن فراغات داخلية تُضعف الرباط. وتوصي أفضل الممارسات الصناعية بالحفاظ على الضغط لمدة تتراوح بين ١٠ و٣٠ ثانية، حسب قطر الحزام، مع ضرورة زيادة مدة الاحتفاظ بالضغط للأشكال الأكبر حجمًا لاستيعاب كتلتها الحرارية الأعلى. وخلال هذه الفترة، تمر الوصلة من حالة الانصهار إلى الحالة شبه الصلبة ثم إلى الحالة الصلبة الكاملة، ويتأثر توقيت هذه التحوّلات بدرجة حرارة الجو والتوصيل الحراري لمادة الحزام. وعادةً ما يُظهر الملاحظة البصرية تكوّن طبقة رقيقة أو حافة من المادة الزائدة حول محيط الوصلة، مما يدل على أن تدفق المادة والضغط اللذين تم تطبيقهما كانا كافيين. وسيتم معالجة هذه الحافة خلال عمليات التشطيب اللاحقة.
إجراءات التشطيب والتركيب بعد اللحام
تقنيات تقليم الوصلة وتشطيب السطح
عادةً ما يظهر عند المفصل الملحوم المتصلب مادة زائدة على شكل حافة بارزة تبرز من المحيط، مما يتطلب إزالتها لمنع التداخل مع البكرات والأدلة أثناء التشغيل. وتتطلب عملية تقليم هذه المادة الزائدة دقةً عاليةً لتفادي قطع الحزام الأساسي أو إحداث تشوهات سطحية تُسبب اهتزازًا. وأفضل طريقة لتقليم هذه الحافة تستخدم سكاكين يدوية حادة أو أدوات تقليم متخصصة مصممة لتطبيقات الأحزمة الدائرية، حيث تُجرى قطعٌ محيطية ضحلة تُزيل المادة البارزة تدريجيًّا مع الحفاظ على سلامة المفصل. وغالبًا ما تُحقِّق المرورات الخفيفة المتعددة نتائج أفضل من القطع العنيفة الواحدة، إذ تقلل الحافة تدريجيًّا حتى يتطابق قطر المفصل مع أقسام الحزام المجاورة.
إن التشطيب السطحي الذي يتجاوز إزالة الوميض الأساسي يحسّن أداء الحزام في التطبيقات التي تتضمن أدلة ذات تحملات ضيقة أو تشغيلًا عالي السرعة. ويسمح لف ورق السنفرة ذي الحبيبات الناعمة حول أشكال أسطوانية بتنعيم منطقة الوصل لإزالة أية تفاوتات سطحية متبقية. وينبغي أن يتم حركة السنفرة على امتداد المحور الطولي للحزام وليس بشكل محيطي لتفادي تكوّن تجاويف تُمسك بالشوائب أو تؤدي إلى التآكل المبكر. وبعد الإنهاء الميكانيكي، فإن مسح منطقة الوصل بقطعة قماش نظيفة يزيل بقايا السنفرة التي قد تلوث أسطح المحامل أو البكرات. وينبغي أن تكون منطقة الوصل النهائية غير مميزة بصريًّا عن باقي الحزام عند رؤيتها من المسافة العادية المستخدمة في العمل، مما يدل على تنفيذ صحيح لإجراءات لحام الحزام الدائري وتشطيبه.
فحص جودة الوصل والتحقق من مقاومته
الفحص المنهجي للوصلات الملحومة بعد الانتهاء منها، قبل التركيب، يمنع حدوث أعطال في الموقع قد تؤدي إلى تعطيل الإنتاج. ويُشكّل الفحص البصري المستوى الأول من الفحوصات، حيث يتحقق من العيوب الواضحة مثل الاندماج غير الكامل، أو الفراغات الهوائية الظاهرة عند واجهة الوصلة، أو التغير في اللون الذي يدل على تدهور حراري، أو التشوهات الهندسية التي تشير إلى سوء محاذاة أثناء عملية اللحام. وينبغي أن تظهر الوصلة ارتباطًا كاملاً عبر المقطع العرضي بأكمله، دون أي انفصال أو فجوة مرئية عند فحصها من جميع الزوايا. كما أن تجانس اللون بين منطقة الوصلة ومواد الحزام الأصلي يدل على التحكم السليم في درجة الحرارة ومنع ارتفاعها بشكل مفرط.
توفر الاختبارات الفيزيائية تقييمًا كميًّا لقوة الوصلات تجاوزًا للتقييم البصري. ويتضمَّن الاختبار اليدوي البسيط الإمساك بالحزام من جانبي الوصلة وتطبيق قوة شدٍّ معتدلة، تكفي لتمديد الحزام قليلًا دون أن تقترب من قوة الكسر. وتؤدي عملية لحام أحزمة الدوران المُنفَّذة تنفيذًا سليمًا إلى إنتاج وصلات تشعر بأنها صلبة وقوية بنفس درجة صلابة وقوة مادة الحزام الأصلية، دون وجود أي ضعفٍ أو مرونةٍ ملحوظة في المنطقة الملصوقة. أما في التطبيقات الحرجة، فيجب إجراء اختبارات الشد التدميرية على عيِّنات من الوصلات المُصنَّعة باستخدام نفس المعايير للتحقق من قدرة العملية قبل البدء في التركيبات الإنتاجية. ويجب أن تنكسر هذه العيِّنات الاختبارية في مادة الحزام الأصلية بدلًا من الانكسار عند الوصلة، مما يدلّ على أن قوة اللحام تحقِّق مواصفات مقاومة الشد الخاصة بالحزام أو تفوقها.
ضبط شد التركيب والإعداد الأولي
يتطلب تركيب الحزام الدائري الملحوم على الآلات الانتباهَ الدقيقَ إلى شدّه بحيث يحقّق توازنًا بين القبضة الكافية وعدم إخضاع المادة أو المحامل لضغط زائد. وعادةً ما يبدأ عملية التركيب بتوجيه الحزام حول جميع البكرات ومن خلال المرشدين، مع بقاء نظام الدفع غير مشحونٍ ومغلقًا وفقًا لبروتوكولات السلامة. ويجب أن يوفّر الشد الأولي للحزام مقاومة معتدلة عند الضغط عليه عند منتصف المسافة بين البكرات، بحيث ينثني عادةً بمقدار ١٠–١٥ مم تحت ضغط إصبع معتدل على مسافات تتراوح بين ٣٠٠–٥٠٠ مم. ويضمن هذا الشد الأولي بقاء الحزام على اتصالٍ جيّدٍ بالبكرات دون انزلاق، مع ترك مجالٍ لتمدّد المادة أثناء فترة التشغيل التمهيدية.
تتضمن العديد من أنظمة القيادة مواضع تركيب قابلة للتعديل أو آليات شد تسمح بتعديل الشد بعد التركيب. أما في التطبيقات التي تفتقر إلى القدرة على التعديل المدمجة، فإن تحقيق الطول المُركَّب الصحيح عبر قياس دقيق قبل اللحام يصبح أمرًا بالغ الأهمية. وينبغي أن تتضمن المرحلة الأولية للتركيب مراقبة سلوك الحزام خلال الساعات الأولى من التشغيل، مع الانتباه إلى علامات الانزلاق المفرط التي تشير إلى نقصان الشد، أو ارتفاع درجة حرارة المحامل الذي قد يدل على زيادة مفرطة في الشد. وعادةً ما يتعرض الحزام الدائري المصنوع من البولي يوريثان إلى استطالة تتراوح بين ١٪ و٣٪ خلال أول ٢٤–٤٨ ساعة من التشغيل، وذلك نتيجة تكيُّف المادة مع أشكال البكرات والأحمال التشغيلية. وبالتالي، فإن التخطيط لإعادة شد الحزام بعد هذه الفترة الأولية من الاستخدام (فترة الكسر) يضمن الأداء الأمثل على المدى الطويل لتركيب الحزام الملحوم.
تحسين الإنتاج بدون فجوات عبر الإدارة الاستراتيجية للحزام
الصيانة التنبؤية والاستبدال الاستباقي للحزام
يتطلب تحقيق الإنتاج الحقيقي بدون فجوات الانتقال من الاستجابة التفاعلية لانقطاع الحزام إلى استراتيجيات الاستبدال التنبؤية. ويسمح تطبيق فترات الفحص المجدولة لفرق الصيانة بتحديد الأحزمة التي تقترب من انتهاء عمرها الافتراضي قبل وقوع عطل كارثي. وتشمل المؤشرات البصرية لانقطاع محتمل في الحزام تشققات السطح، والتغيرات في الأبعاد التي تدل على تدهور المادة، والبلى المرئي عند نقاط التلامس عالية الاحتكاك، والتغير في اللون الذي يوحي بتلف حراري أو كيميائي. أما التقييم الكمي من خلال قياس استطالة الحزام فيوفّر معايير موضوعية لاتخاذ قرارات الاستبدال، حيث إن استطالة الحزام بنسبة تتجاوز ٥–٧٪ من طوله الأصلي تتطلب عادةً استبداله بشكل استباقي.
إن إنشاء إجراءات قياسية للحزام الدائري في اللحام والحفاظ على معدات اللحام المُهيأة بشكلٍ صحيح يمكّن من الاستجابة السريعة عند الحاجة إلى الاستبدال. وتقوم المرافق التي تحقق أعلى درجة من التوافر التشغيلي بتخزين حزام احتياطي بقطر ومواد شائعة الاستخدام، ومقطوع مسبقًا بأطوال قياسية للتطبيقات المتكررة. ويؤدي هذا التحضير إلى تقليص وقت الاستبدال من ساعات إلى دقائق، إذ يمكن للفنيين تنفيذ عملية اللحام فورًا دون الحاجة إلى القياس أو القص أو إعداد المادة الخام للحزام. كما أن توثيق معايير اللحام الناجحة لكل نوع من الأحزمة يلغي وقت استكشاف الأخطاء وإصلاحها، ما يسمح حتى للمشغلين ذوي الخبرة المحدودة بالوصول إلى نتائج متسقة عبر اتباع الإجراءات المُثبتة.
برامج التدريب لبناء قدرات فريق الصيانة
إن تطوير الخبرة الداخلية في لحام الأحزمة الدائرية يُحقِّق مزايا استراتيجية تتجاوز القدرة على الاستجابة للطوارئ. وينبغي أن تتناول برامج التدريب الشاملة ليس فقط التنفيذ الميكانيكي لإجراءات اللحام، بل أيضًا المبادئ الأساسية التي تحكم جودة الوصلات. ففهم كيفية تفاعل درجة الحرارة والضغط والزمن يمكِّن الفنيين من تشخيص الحالات غير المألوفة والتكيف مع إجراءات اللحام لتناسب مواد أحزمة جديدة أو تطبيقات مختلفة. كما أن الممارسة العملية باستخدام مواد خردة تُعزِّز الذاكرة العضلية والثقة لدى الفنيين قبل تنفيذهم لعمليات التركيب الحاسمة في الإنتاج.
يُضمن التحقق المنظم من الكفاءات أن يكون الأفراد المُفوَّضون بعملية لحام الأحزمة الدائرية مزوَّدين بمستويات كافية من المهارات. وقد تشمل التقييمات العملية إنجاز عمليات اللحام على أحجام مختلفة من أقطار الأحزمة وعلى مواد متنوعة، ثم خضوع الوصلات لاختبار الشد للتحقق من مطابقتها لمعايير القوة. ويساعد إنشاء معايير مرجعية بصرية تُظهر اللحامات المقبولة مقابل اللحامات المعيبة المشغلين على تنمية مهاراتهم في التمييز بين جودة اللحامات. وتتناول برامج التدريب التنشيطي المنتظمة تحديثات المعدات، والمواد الجديدة للأحزمة التي تدخل المنشأة، والدروس المستفادة من التحديات السابقة المتعلقة بالتركيب. وبالفعل، فإن المؤسسات التي تستثمر بشكل منهجي في بناء قدرات فرق الصيانة تحقِّق معدلات نجاح أولية أعلى بشكلٍ قابلٍ للقياس، كما تقلِّل من وقت التركيب مقارنةً بالمنشآت التي تعتمد على نقل المعرفة بشكل غير رسمي.
التحليل الاقتصادي لقدرة اللحام الداخلية
التبرير المالي لتطوير القدرة على لحام الأحزمة الدائرية في الموقع يتجاوز وفورات تكلفة المواد المباشرة. ويشمل حساب التكلفة الإجمالية لاستبدال الحزام وقت توقف الإنتاج، ورسوم الشحن العاجل للقطع البديلة، والتكاليف المحتملة للعمل الإضافي عند حدوث الأعطال خارج ساعات العمل العادية. فعلى سبيل المثال، بالنسبة لخط إنتاج يُحقِّق عائدًا قدره ٥٠٠٠ دولار أمريكي في الساعة، فإن توقُّف التشغيل لمدة ساعتين فقط يؤدي إلى خسارة إنتاجية تبلغ ١٠٠٠٠ دولار أمريكي، وهي خسارة تفوق بكثير التكلفة النموذجية للاستثمار في معدات اللحام. أما المنشآت التي تتعرَّض لأكثر من ثلاث إلى أربع حالات فشل في الأحزمة سنويًّا، فإنها عادةً ما تحقِّق عائد استثمار إيجابي خلال السنة الأولى من تنفيذ القدرة الداخلية على لحام الأحزمة.
تظهر فوائد اقتصادية إضافية ناتجةً عن المرونة في تحسين تركيبات الحزام لتطبيقات محددة. ويسمح لحام الحزام الدائري في الموقع بإنشاء أطوال حزام مخصصة تُحسّن كفاءة المحرك، وتقلل الاهتزاز، أو تستوعب تكوينات الآلات الفريدة التي يتعذّر تحقيقها باستخدام الحزام الدائري المغلق الجاهز القياسي. وبفضل القدرة على تجريب مواد وتكوينات مختلفة للحزام دون الحاجة إلى خدمات التصنيع الخارجية، تتسارع مبادرات تحسين العمليات. أما بالنسبة للمنظمات التي تدير عدة منشآت، فإن اكتساب خبرة في اللحام في موقع مركزي يمكن أن يدعم المواقع الفرعية عبر زيارات خدمية متنقلة أو عبر توفير أحزمة ملحومة مسبقًا للتطبيقات الشائعة، مما يضاعف العائد على الاستثمار في التدريب والمعدات عبر المؤسسة الأوسع نطاقًا.
الأسئلة الشائعة
ما هي القوة النموذجية لمفصل حزام دائري ملحوم بشكل سليم مقارنةً بقوة مادة الحزام الأصلية؟
عندما تُنفَّذ عملية لحام الحزام الدائري بشكلٍ صحيحٍ باستخدام المعدات والمعايير المناسبة، فإن المفصل الناتج يحقِّق عادةً ما نسبته ٨٥–٩٥٪ من قوة الشد الأصلية للحزام الأساسي. ويمكن لمفاصل اللحام عالية الجودة على أحزمة البولي يوريثان أن تصل إلى قوة مساوية لقوة المادة الأساسية أو حتى تفوقها بنسبة ١٠٠٪ بسبب الارتباط الجزيئي الذي يحدث أثناء عملية الانصهار. ويعتمد قوة المفصل اعتمادًا حاسمًا على تحقيق انصهارٍ تامٍ عبر المقطع العرضي بالكامل، والمحاذاة الصحيحة التي تلغي تركيز الإجهادات، والتبريد الملائم تحت ضغط الانضغاط. أما المفاصل التي تفشل في تحقيق ٨٠٪ أو أكثر من قوة المادة الأساسية فهي تشير إلى عيوب في العملية مثل درجة حرارة التسخين غير الكافية، أو ضغط الانضغاط غير الكافي، أو تلوث أسطح الحزام، أو سوء المحاذاة أثناء اللحام. ولأغلب التطبيقات الصناعية، فإن المفاصل التي تحقق قوةً تساوي ٨٥٪ أو أكثر من قوة المادة الأساسية توفر عمر خدمةٍ يعادل عمر الحزام نفسه، حيث تحدث الفشلات في جسم الحزام بدلًا من حدوثها عند منطقة اللحام عندما تتجاوز الظروف التشغيلية الحدود المسموح بها.
هل يمكن إجراء لحام الحزام الدائري بنجاح على الأحزمة المطاطية أم فقط على مواد البولي يوريثان؟
إن لحام الأحزمة الدائرية ممكن على كل من الأحزمة المطاطية و أحزمة البولي يوريثان، رغم أن مواد البولي يوريثان تُنتج عمومًا نتائجَ أفضل بإجراءات أبسط. فطبيعة البولي يوريثان الحرارية البلاستيكية تسمح بانصهارٍ نظيفٍ وإعادة تصلّبٍ تُشكّل روابط جزيئية قوية دون الحاجة إلى ربط كيميائي عرضي. أما الأحزمة المطاطية، كونها مواد حرارية تصلّب، فهي تطرح تحديات أكبر لأن بنيتها المُ Vulcanized تقاوم الانصهار الحراري البسيط. ولتحقيق لحام ناجح للأحزمة الدائرية المطاطية، يتطلب الأمر درجات حرارة أعلى، ودورات تسخين أطول، وغالبًا ما يستفيد العملية من عوامل لاصقة متخصصة أو تقنيات تحضير السطح. وبعض تركيبات المطاط، لا سيما تلك ذات المحتوى العالي من الكبريت أو المواد المالئة المحددة، قد لا تحقق مقاومة لاصقة كافية عبر اللحام الحراري وحده، وبالتالي تتطلب طرق الربط الميكانيكي بدلًا منه. وتوضح أوراق مواصفات المواد الصادرة عن الشركات المصنِّعة مدى إمكانية لحام المادة، كما أن إجراء لحامات تجريبية على عينات من المادة قبل التركيبات الحاسمة يُثبت قدرة العملية على تحقيق نتائج موثوقة بالنسبة لتركيبات المطاط المحددة.
كم من الوقت يجب أن يسمح موظفو الصيانة لحزام الدوران الملحوم حديثًا ليبرد قبل التركيب؟
تعتمد فترة التبريد المطلوبة بعد لحام الحزام الدائري على قطر الحزام وخصائص المادة الحرارية، لكن الممارسة الصناعية العامة توصي بالسماح بفترة تبريد لا تقل عن ٣–٥ دقائق قبل التعامل مع منطقة الوصلة، و١٠–١٥ دقيقة قبل تركيب الحزام على الآلات. وتبرد الأحزمة ذات القطر الصغير (أقل من ٦ مم) بشكل أسرع بسبب كتلتها الحرارية الأقل، ويمكن التعامل معها بأمان بعد فترة التبريد الأقصر. أما الأحزمة ذات القطر الكبير (أكثر من ١٢ مم) فتحتفظ بالحرارة لفترة أطول، وتستفيد من فترة تبريد ممتدة لضمان التصلب الكامل عبر كامل مقطع الوصلة. ويعرّض التركيب المبكر للحزام قبل اكتمال التبريد إلى خطر تشويه الوصلة التي لا تزال مرنة عند شدها حول البكرات، مما قد يؤدي إلى إضعافها أو ظهور عيوب هندسية فيها. ويجب أن تشعر منطقة الوصلة بالبرودة عند اللمس وأن تمتلك نفس درجة الصلادة الخاصة بمادة الحزام المحيطة بها قبل المتابعة بعملية التركيب. وفي التطبيقات الإنتاجية الحرجة التي تكون فيها المدة الزمنية محدودة للغاية، يمكن تسريع عملية التبريد بتوجيه تيار هواء محيط عبر منطقة الوصلة باستخدام مراوح، دون الحاجة إلى استخدام هواء مضغوط قد يلوث سطح الالتصاق.
ما هي أكثر الأسباب شيوعًا للفشل المبكر في وصلات الحزام الدائري الملحوم؟
تعزى أغلب حالات فشل وصلات اللحام الدائرية المبكرة إلى خمسة أسباب رئيسية: إعداد سطحي غير كافٍ يترك ملوثات تمنع الانصهار السليم، ودرجة حرارة تسخين غير كافية تؤدي إلى ارتباط جزيئي غير كامل، وسوء المحاذاة أثناء اللحام ما يُحدث نقاط تركيز للإجهاد، والتوتر غير المناسب أثناء التركيب الذي يتسبب في إجهاد زائد على الوصلة، والتعرض البيئي للمواد الكيميائية أو درجات الحرارة التي تتجاوز مواصفات مادة الحزام. ويُعد التلوث السطحي الناتج عن الزيوت أو الغبار أو بقايا التعامل مع الحزام السبب الوحيد الأكثر تكرارًا لضعف الوصلات التي تبدو مقبولة من الناحية البصرية لكنها تفشل تحت الأحمال التشغيلية. أما المشكلات المرتبطة بالحرارة فتحدث عندما يستخدم المشغلون إعدادات مُحسَّنة لأنواع مختلفة من مواد الأحزمة، أو عندما يُهمِلون تأثير درجة الحرارة المحيطة على أداء معدات اللحام. وتظهر مشكلات المحاذاة عبر وصلات تُكوِّن درجات أو زوايا مرئية، مما يولِّد اهتزازًا وارتداءً مركَّزًا. وبفضل التدريب المناسب الذي يتناول جميع هذه العوامل، جنبًا إلى جنب مع الإجراءات الموحدة والمعدات الملائمة، يمكن تخفيض حالات فشل الوصلات المبكرة إلى مستويات ضئيلة جدًّا في برامج الصيانة المُدارة جيدًا.
جدول المحتويات
- فهم أساسيات لحام الأحزمة الدائرية للتطبيقات الصناعية
- تحضير الأحزمة الدائرية للتركيب الميداني باللحام
- تنفيذ عملية لحام الحزام الدائري
- إجراءات التشطيب والتركيب بعد اللحام
- تحسين الإنتاج بدون فجوات عبر الإدارة الاستراتيجية للحزام
-
الأسئلة الشائعة
- ما هي القوة النموذجية لمفصل حزام دائري ملحوم بشكل سليم مقارنةً بقوة مادة الحزام الأصلية؟
- هل يمكن إجراء لحام الحزام الدائري بنجاح على الأحزمة المطاطية أم فقط على مواد البولي يوريثان؟
- كم من الوقت يجب أن يسمح موظفو الصيانة لحزام الدوران الملحوم حديثًا ليبرد قبل التركيب؟
- ما هي أكثر الأسباب شيوعًا للفشل المبكر في وصلات الحزام الدائري الملحوم؟
