

В современных производственных средах, где простои напрямую приводят к потерям выручки, умение выполнять сварку и установку круглых ремней непосредственно на месте эксплуатации стало критически важным навыком для бригад технического обслуживания. Производство без простоев требует непрерывной, бесперебойной работы конвейерных систем, автоматизированного оборудования и узлов передачи. Традиционные методы замены ремней, предполагающие демонтаж оборудования или изготовление ремней вне площадки, вызывают недопустимые задержки в производстве. В этом подробном руководстве описана точная методика сварки и установки круглых ремней непосредственно в месте их применения, что позволяет предприятиям поддерживать бесперебойную работу и при этом получать соединения ремней профессионального качества, соответствующие или превосходящие стандарты заводских стыков.
Стратегическое преимущество освоения технологии сварки круглых ремней непосредственно на месте выходит за рамки немедленной экономии времени. Предприятия, оснащённые надлежащим оборудованием для сварки, могут мгновенно реагировать на обрыв ремней, изготавливать ремни требуемой длины под уникальные конфигурации оборудования и полностью исключить зависимость от внешних поставщиков при экстренной замене. Независимо от того, работают ли вы с полиуретановыми или резиновыми круглыми ремнями диаметром от 2 мм до 25 мм, процесс сварки основывается на единых принципах, однако требует точного контроля температуры и специфических методов подготовки, зависящих от типа материала. Понимание полного рабочего процесса — от первоначального измерения до окончательной регулировки натяжения — гарантирует, что персонал по техническому обслуживанию сможет обеспечивать надёжные результаты в условиях, критически важных для производственного процесса.
Основы сварки круглых ремней для промышленного применения
Материаловедческие аспекты термического соединения круглых ремней
Сварка круглых ремней основана на контролируемом термопластичном сплавлении, при котором тепловая энергия изменяет молекулярную структуру материала ремня в зоне соединения. Полиуретановые ремни, состоящие из термопластичных эластомеров, обладают идеальными характеристиками для сварки благодаря своей способности плавиться, растекаться и вновь затвердевать без потери прочности на разрыв. Температура сварки должна достигать температуры плавления материала, но не вызывать термодеградацию полимерных цепей. Для стандартных круглых полиуретановых ремней оптимальный температурный диапазон обычно составляет от 180 °C до 220 °C в зависимости от конкретного состава и твёрдости по Шору. Круглые резиновые ремни требуют иных термических параметров: как правило, для них необходимы более высокие температуры — от 240 °C до 280 °C — а также увеличенная продолжительность нагрева для обеспечения надлежащей молекулярной сшивки в зоне соединения.
Качество сварки круглого ремня критически зависит от достижения равномерного распределения тепла по всей площади поперечного сечения обоих концов ремня. Неполный нагрев приводит к образованию слабых зон, где непроплавленный материал становится точкой зарождения разрушения под действием эксплуатационных нагрузок. Профессиональное сварочное оборудование оснащено прецизионно регулируемыми нагревательными элементами с термостатическим контролем, обеспечивающими стабильную температуру на протяжении всего цикла соединения. Молекулярное соединение требует не только тепла, применение но и контролируемого давления для прижима размягчённых поверхностей материала вплотную друг к другу, устраняя микроскопические воздушные зазоры, которые ослабили бы прочность соединения. Современные системы соединения интегрируют как тепловые, так и механические параметры в автоматизированные циклы, исключая влияние человеческого фактора на критическую фазу формирования соединения.
Требования к оборудованию и критерии спецификации
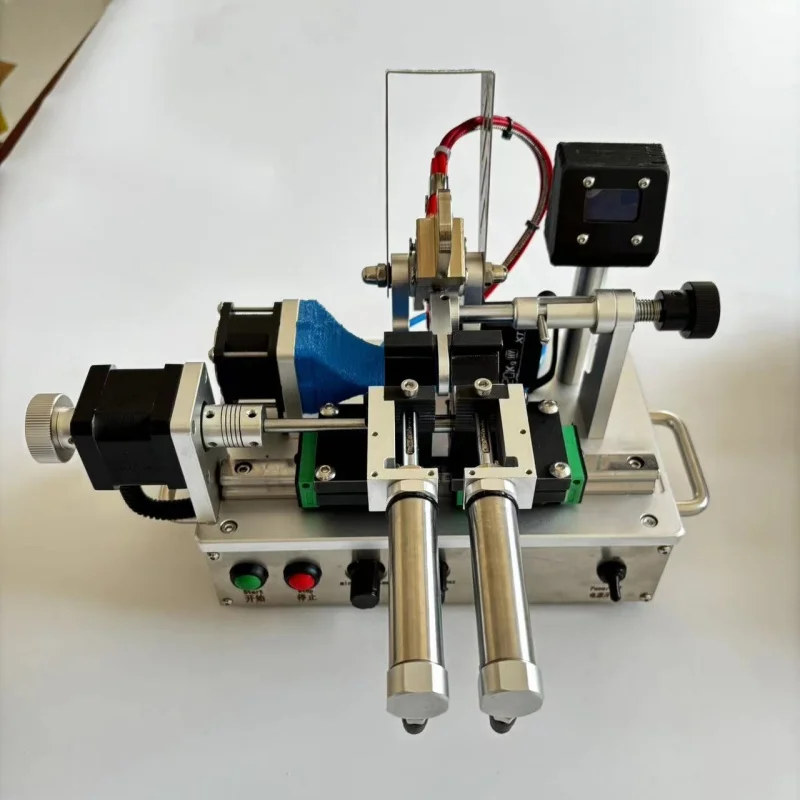
Успешная сварка круглых ремней на месте требует специализированного оборудования, предназначенного для решения уникальных задач соединения термопластичных ремней. Ручные сварочные инструменты обеспечивают базовую функциональность для аварийного ремонта, но не обладают необходимой точностью регулирования, требуемой при монтаже промышленного уровня. Полуавтоматические системы обеспечивают повышенную стабильность за счёт контролируемых циклов нагрева, однако по-прежнему требуют от оператора высокой квалификации для правильной подготовки и выравнивания ремня. Полностью автоматизированные сварка круглых ремней станки представляют собой профессиональный стандарт: они оснащены микропроцессорным управлением, оптическими системами выравнивания и программируемыми профилями нагрева, адаптирующимися к различным материалам и диаметрам ремней.
При оценке сварочного оборудования для промышленного применения несколько технических характеристик определяют его эксплуатационные возможности и качество получаемых соединений. Диапазон рабочих температур и точность их регулирования напрямую влияют на совместимость с материалами: системы должны обеспечивать регулировку в диапазоне как минимум от 150 °C до 300 °C, чтобы соответствовать различным составам ремней. Геометрия нагревательного элемента должна соответствовать цилиндрическому профилю круглых ремней и предусматривать специальные контурные поверхности или вращающиеся элементы, обеспечивающие равномерное распределение тепловой энергии по всей окружности. Зажимные механизмы должны обеспечивать регулируемое давление, калиброванное под диаметр ремня, чтобы предотвратить деформацию ремней малого диаметра и одновременно обеспечить достаточное сжатие для ремней большего сечения. Таймеры с точностью не хуже одной секунды позволяют обеспечить воспроизводимость циклов — это критически важно для поддержания стабильного качества соединений при множественных монтажах.
Ключевые протоколы безопасности при термическом соединении
Термические процессы, задействованные при сварке круглых ремней, сопряжены с определёнными опасностями, требующими системных мер безопасности. Нагревательные элементы, работающие при температурах выше 200 °C, представляют серьёзную угрозу ожогов как во время эксплуатации, так и в течение нескольких минут после завершения цикла сварки, пока компоненты остывают. Расплавленные полиуретан и резина выделяют летучие органические соединения, которые могут вызывать раздражение дыхательных путей в помещениях с недостаточной вентиляцией. Организация специально отведённых зон для сварки с надлежащими системами вентиляции защищает операторов от воздействия паров и одновременно локализует термические опасности, предотвращая их распространение вблизи легковоспламеняющихся материалов. Средства индивидуальной защиты — включая перчатки, стойкие к высоким температурам, защитные очки и средства защиты органов дыхания при работе в замкнутых пространствах — составляют базовые требования по безопасности для всех операций сварки.
Вопросы электробезопасности требуют особого внимания ввиду высоких энергетических потребностей промышленного сварочного оборудования. Системы, как правило, работают от сетей питания на 110 В или 220 В, а ток через нагревательные элементы может превышать 10 ампер. Защита от утечек тока и правильное заземление предотвращают опасность поражения электрическим током — особенно важно в производственных условиях, где повышенная влажность или металлические поверхности создают дополнительные риски электропроводности. Процедуры отключения оборудования должны обеспечивать полное отключение питания до начала любых работ по техническому обслуживанию, поскольку остаточное тепло в термоэлементах создаёт угрозу ожогов с задержкой даже после отключения питания. Программы обучения должны подчёркивать, что соблюдение безопасных практик сварки круглых ремней защищает не только оператора, но и персонал, находящийся поблизости, а также имущество предприятия от тепловых и электрических рисков.
Подготовка круглых ремней к монтажу методом сварки на месте
Точное измерение и расчёт длины ремня
Точность определения длины ремня напрямую влияет как на процесс сварки, так и на эксплуатационные характеристики при окончательной установке. Процесс измерения начинается с определения точного маршрута, по которому будет проходить круглый ремень, включая все точки контакта с шкивами, положения направляющих и любые конфигурации смещения. При замене существующего ремня измерение старого ремня даёт исходную справочную величину, однако изношенные ремни зачастую удлиняются, что делает их ненадёжными для определения размеров при новой установке. Предпочтительный метод заключается в использовании нерастяжимой измерительной ленты или точной нити для прокладки фактического пути ремня в условиях нормального натяжения, после чего полученное значение переносится на новый материал ремня.
Расчет правильной длины ремня для сварки круглых ремней требует учета потери материала в процессе соединения. Каждая операция сварки приводит к удалению примерно 2–4 мм длины ремня на этапах резки и плавления, поэтому эту величину необходимо прибавить к измеренной длине контура. Кроме того, конкретные свойства материала влияют на оптимальное начальное натяжение: ремни из полиуретана, как правило, требуют удлинения на 2–4 % при монтаже для достижения надлежащего рабочего натяжения после первоначальной приработки. Для контура длиной 1000 мм это означает, что перед сваркой ремень следует отрезать длиной примерно 1020–1040 мм, а затем установить с небольшим растяжением. Опытные техники используют справочные таблицы, в которых указаны корреляции между диаметром ремня, типом материала и скоростью эксплуатации, а также точными коэффициентами компенсации длины.
Подготовка концов ремня и обработка поверхности
Состояние торцевых поверхностей ремня оказывает значительное влияние на качество сварного соединения круглого ремня, поэтому подготовка является одним из наиболее критических этапов процесса монтажа. Оба конца ремня должны быть обрезаны строго перпендикулярно продольной оси, чтобы образовать ровные поверхности, плотно и равномерно прилегающие друг к другу по всему поперечному сечению. Наклонные или неровные срезы приводят к неполному контакту во время сварки и формированию соединений с пониженной прочностью и повышенным риском преждевременного разрушения. Профессиональные методы резки предусматривают использование специализированных режущих инструментов для ремней с фиксированным углом заточки лезвия или вращающихся режущих дисков, обеспечивающих чистый разрез материала ремня без сжатия или деформации. Ручная резка бритвенными лезвиями или универсальными ножами требует исключительного мастерства для достижения приемлемой точности перпендикулярности, поэтому предпочтительным стандартом являются специализированные режущие инструменты.
Загрязнение поверхности препятствует правильному молекулярному сцеплению в процессе термического соединения, поэтому оба конца ремня необходимо тщательно очистить непосредственно перед сваркой. Остатки производственных материалов, масла от рук операторов, скопившаяся пыль и загрязнения окружающей среды образуют барьерные слои, которые мешают сплавлению полимеров. Процедура очистки включает протирку обоих концов ремня безворсовыми салфетками, слегка смоченными изопропиловым спиртом или одобренными растворителями, совместимыми с материалом ремня. После очистки растворителем следует выдержать 30–60 секунд для полного испарения растворителя, чтобы предотвратить попадание влаги в зону сварки. Для ремней, используемых в пищевой промышленности или фармацевтическом производстве, стандартные промышленные растворители заменяются специализированными очищающими средствами, соответствующими нормативным требованиям. Подготовленные концы ремня следует брать только за участки, удалённые от мест реза, чтобы избежать повторного загрязнения до начала операции сварки.
Особенности подготовки в зависимости от материала
Для различных материалов круглых ремней требуются адаптированные методы подготовки, чтобы оптимизировать результаты сварки. Полиуретановые ремни с твердостью по Шору в диапазоне от 85A до 95A представляют собой наиболее распространённое промышленное применение и обладают отличной стойкостью к истиранию и высокой гибкостью. Эти материалы хорошо реагируют на стандартные протоколы подготовки; как правило, дополнительная специальная обработка не требуется — достаточно лишь тщательной очистки и аккуратного реза. Более твёрдые полиуретановые композиции с твёрдостью выше 95A по Шору могут выиграть от лёгкого абразивного воздействия на поверхность с использованием наждачной бумаги с мелким зерном, что увеличивает площадь поверхности и улучшает молекулярное сцепление при сплавлении. Такая механическая подготовка создаёт микроскопическую шероховатость поверхности, повышающую прочность соединения без ущерба для целостности ремня.
Резиновые круглые ремни представляют собой особые трудности при подготовке из-за их структуры термореактивного полимера и возможного содержания серы, оставшейся после процессов вулканизации. Хотя сварка резиновых круглых ремней технически возможна, для получения соединений, сопоставимых по качеству с соединениями из полиуретана, требуются более длительные циклы нагрева и повышенные температуры. Некоторые резиновые композиции выигрывают от применения праймерных составов, специально разработанных для повышения адгезии; однако эти составы должны быть совместимы с последующим нагревом, чтобы предотвратить выделение газов или загрязнение. Для критически важных применений, связанных с резиновыми круглыми ремнями, выполнение пробных сварных швов на обрезках материала с использованием запланированного протокола подготовки позволяет проверить технологический процесс до начала серийной установки. Технические паспорта материалов от производителей ремней зачастую содержат рекомендации по сварке, которые следует учитывать при планировании подготовки.
Выполнение процесса сварки круглых ремней
Настройка оборудования и конфигурация параметров
Правильная настройка сварочного оборудования закладывает основу для успешного соединения круглых ремней методом сварки. Последовательность настройки начинается с проверки совместимости источника питания и обеспечения стабильных электрических соединений, предотвращающих колебания напряжения в течение цикла нагрева. Сварочные аппараты должны устанавливаться на устойчивые, горизонтальные поверхности с достаточным зазором для манипуляций с ремнём и удобного доступа оператора с нескольких сторон. Для портативного оборудования, используемого при монтаже на объекте, его надёжная фиксация во избежание смещения в процессе соединения обеспечивает постоянную точность выравнивания на протяжении всей операции. Предварительный прогрев сварочного оборудования в течение 5–10 минут перед началом работы стабилизирует термоэлементы и повышает точность регулирования температуры.
Выбор параметров требует подбора режимов сварки под конкретную комбинацию материала ленты, её диаметра и твёрдости по шкале дюрометра. Температурный режим является основной регулируемой величиной; рекомендации производителя служат отправной точкой, однако их может потребоваться скорректировать с учётом условий окружающей среды и особенностей конкретных партий материала. Диаметр ленты влияет как на температурные, так и на временные параметры: для лент с большим поперечным сечением требуется увеличить продолжительность нагрева, чтобы обеспечить равномерное тепловое проникновение до центральной части. Большинство профессиональных систем позволяют программировать многоступенчатые профили нагрева, при которых начальные темпы повышения температуры, периоды выдержки и скорости охлаждения могут управляться независимо. Фиксация успешно применённых параметров для часто используемых типов лент упрощает последующие монтажные работы и способствует формированию корпоративных знаний в составе бригад технического обслуживания.
Процедуры загрузки и центровки ленты
Достижение идеального совмещения концов ремня в сварочном приспособлении определяет, будет ли полученный стык работать плавно или вызовет вибрацию и преждевременный износ. Процесс загрузки начинается с введения обоих подготовленных концов ремня в соответствующие зажимные механизмы так, чтобы обрезанные поверхности были направлены друг к другу с минимальным первоначальным зазором. Зажимы должны надёжно фиксировать ремень без чрезмерного сжатия, которое деформирует круглое поперечное сечение — особенно важно для ремней малого диаметра, где избыточное давление легко искажает профиль. Визуальная проверка выравнивания под разными углами подтверждает, что оси обоих ремней лежат строго на одной прямой, без какого-либо углового смещения, которое привело бы к образованию ступенчатых стыков.
Многие современные системы сварки круглых ремней оснащены оптическими вспомогательными средствами выравнивания или механическими направляющими, упрощающими этот критически важный этап настройки. Системы лазерного выравнивания проецируют контрольные линии, по которым операторы проверяют положение ремня перед началом цикла нагрева. Механические направляющие с согласованными цилиндрическими пазами удерживают концы ремня, автоматически обеспечивая правильное выравнивание при полной посадке ремней. В ручных системах, не оснащённых такими вспомогательными средствами, простые приспособления для выравнивания, изготовленные из блоков с прецизионно просверленными отверстиями, обеспечивают воспроизводимые ориентиры для позиционирования. Этап проверки выравнивания ни в коем случае нельзя ускорять, поскольку устранение углового перекоса после завершения сварки невозможно без разрезания соединения и повторного выполнения всего процесса.
Выполнение и контроль цикла нагрева
Этап нагрева при сварке круглого ремня требует тщательного контроля для выявления любых аномалий, которые могут повлиять на качество соединения. После запуска автоматического цикла нагрева операторы должны наблюдать за концами ремня, обращая внимание на равномерное размягчение, проявляющееся легким блеском поверхности и началом течения материала. Неравномерный нагрев проявляется в виде неравномерного плавления: отдельные участки поперечного сечения ремня размягчаются раньше других, что зачастую обусловлено неправильным контактом между нагревательными элементами и поверхностью ремня. Раннее выявление этого состояния позволяет прервать цикл, повторно установить концы ремня в правильное положение и возобновить процесс до того, как произойдет существенное деградирование материала.
Контроль температуры на протяжении всего цикла сварки обеспечивает гарантию качества, выходящую за рамки простого управления по таймеру. В системах, оснащённых термопарами или инфракрасными датчиками, отображаются показания температуры в реальном времени, которые операторы сопоставляют с заданными параметрами. Значительные отклонения от запрограммированных температур сигнализируют о неисправности оборудования или аномальной реакции материала, требующей немедленного вмешательства. Визуальный вид материала ремня в зоне нагрева даёт дополнительную информацию: при правильном нагреве полиуретан образует прозрачную, глянцевую расплавленную поверхность, тогда как перегретый материал приобретает коричневый оттенок или пузырится. Опытные операторы научились определять момент завершения оптимального нагрева по этим визуальным признакам, дополняя автоматическое управление по таймеру практическими навыками наблюдения.
Соединение и приложение сжимающего усилия
После завершения цикла нагрева этап соединения требует быстрых и решительных действий по сближению расплавленных концов ремня до начала охлаждения. Автоматизированные системы сварки круглых ремней выполняют этот этап по заранее запрограммированным последовательностям, перемещая один или оба зажимных механизма для прижатия нагретых поверхностей друг к другу с контролируемым усилием. В ручных системах оператор должен обладать достаточной квалификацией, чтобы быстро устранить зазор и одновременно приложить соответствующее давление сжатия. Усилие сжатия должно быть достаточным для выравнивания расплавленных слоёв материала, обеспечения тесного молекулярного контакта по всей площади стыка и удаления любого захваченного воздуха или загрязнений. Недостаточное давление приводит к образованию слабых соединений, тогда как чрезмерное усилие вызывает выдавливание расплавленного материала из зоны стыка, уменьшая его поперечное сечение и создавая точки концентрации напряжений.
Продолжительность приложения сжимающего усилия критически влияет на конечную прочность соединения при сварке круглых ремней. Слишком раннее снятие усилия приводит к незначительному расхождению частей соединения до завершения затвердевания, что создаёт внутренние пустоты и ослабляет связь. В отрасли рекомендуется поддерживать сжатие в течение 10–30 секунд в зависимости от диаметра ремня: для более крупных профилей требуются увеличенные времена выдержки, чтобы компенсировать их большую тепловую массу. В течение этого периода выдержки соединение последовательно переходит из расплавленного состояния в полутвёрдое, а затем в полностью затвердевшее; продолжительность этих фаз зависит от температуры окружающей среды и теплопроводности материала ремня. Визуально обычно наблюдается образование небольшого заусенца или валика из избыточного материала по окружности соединения — это указывает на достаточное течение материала и эффективность приложенного сжатия. Данный заусенец удаляется на последующих операциях отделки.
Операции отделки и монтажа после сварки
Обрезка соединения и методы отделки поверхности
Затвердевший сварной шов обычно имеет избыточный материал в виде заусенцев, выступающих по окружности, который необходимо удалить, чтобы предотвратить помехи при работе с шкивами и направляющими. Обрезка этого избыточного материала требует высокой точности во избежание повреждения основного ремня или образования неровностей поверхности, вызывающих вибрацию. Предпочтительный метод обрезки предусматривает использование острых универсальных ножей или специализированных инструментов для обрезки круглых ремней, выполняющих мелкие окружностные надрезы, которые снимают выступающий материал, не нарушая целостности соединения. Несколько лёгких проходов оказываются более эффективными, чем один агрессивный разрез: постепенно удаляя заусенцы, достигают того, чтобы диаметр соединения соответствовал диаметру соседних участков ремня.
Дополнительная отделка поверхности, выходящая за рамки базового удаления заусенцев, повышает эксплуатационные характеристики ремня в приложениях с прецизионными направляющими или высокоскоростной работой. Шлифовка участка стыка мелкозернистой наждачной бумагой, намотанной на цилиндрические формы, позволяет выровнять эту зону и устранить оставшиеся неровности поверхности. Направление шлифовки должно совпадать с продольной осью ремня, а не быть окружным, чтобы избежать образования бороздок, которые могут задерживать загрязнения или вызывать преждевременный износ. После механической отделки участок стыка протирают чистой тканью для удаления остатков шлифовальной пыли, способных загрязнить рабочие поверхности подшипников или шкивов. Готовый стык должен визуально не отличаться от остальной части ремня при рассмотрении с обычного рабочего расстояния — это свидетельствует о правильном выполнении процедур сварки и отделки круглых ремней.
Контроль качества стыка и проверка его прочности
Систематический осмотр выполненных сварных швов перед установкой предотвращает отказы на месте эксплуатации, которые могут нарушить производственный процесс. Визуальный осмотр является первым уровнем контроля и позволяет выявить очевидные дефекты, включая неполное сплавление, воздушные пустоты, видимые на границе соединения, изменение цвета, указывающее на термическое разрушение, или геометрические несоответствия, свидетельствующие о смещении при сварке. Соединение должно демонстрировать полное сплавление по всему поперечному сечению без видимого разделения или зазора при осмотре под любыми углами. Единообразие цвета между зоной соединения и основным материалом ленты указывает на правильный контроль температуры и отсутствие перегрева.
Физические испытания обеспечивают количественную оценку прочности соединения сверх визуальной оценки. Простой ручной тест заключается в захвате ремня с обеих сторон соединения и приложении умеренного растягивающего усилия, достаточного для незначительного растяжения ремня, но не приближающегося к пределу его разрушения. Правильно выполненная сварка круглых ремней даёт соединения, которые по ощущению столь же жёсткие и прочные, как и основной материал ремня, без каких-либо заметных слабых мест или повышенной гибкости в зоне соединения. Для критически важных применений проведение разрушающих испытаний на растяжение образцов соединений, изготовленных при тех же параметрах, подтверждает пригодность процесса до начала серийного производства. Эти испытательные образцы должны разрушаться в основном материале ремня, а не в зоне соединения, что свидетельствует о том, что прочность сварного шва соответствует или превышает нормативные значения разрывной прочности ремня.
Натяжение при монтаже и первоначальная настройка
Установка сварного круглого ремня на оборудование требует тщательного контроля натяжения, обеспечивающего достаточное сцепление без чрезмерной нагрузки на материал ремня или подшипники. Процесс установки обычно начинается с прокладки ремня по всем шкивам и направляющим при отключённой и заблокированной системе привода в соответствии с требованиями техники безопасности. Начальное натяжение ремня должно обеспечивать умеренное сопротивление при нажатии на его середину между шкивами; при длине пролёта 300–500 мм под умеренным нажатием пальцем прогиб обычно составляет 10–15 мм. Такое предварительное натяжение гарантирует надёжный контакт ремня со шкивами без проскальзывания и одновременно допускает удлинение материала ремня в период приработки.
Многие приводные системы оснащены регулируемыми крепёжными позициями или механизмами натяжения, позволяющими изменять натяжение после установки. Для применений, не имеющих встроенной возможности регулировки, достижение правильной установленной длины за счёт точных измерений до сварки становится критически важным. На начальном этапе монтажа следует контролировать поведение ремня в течение первых часов эксплуатации, обращая внимание на признаки чрезмерного проскальзывания (что указывает на недостаточное натяжение) или повышение температуры подшипников (что может свидетельствовать о чрезмерном натяжении). Полиуретановые круглые ремни, как правило, удлиняются на 1–3 % в течение первых 24–48 часов работы по мере того, как материал адаптируется к профилям шкивов и рабочим нагрузкам. Планирование повторного натяжения после этого начального периода обкатки обеспечивает оптимальную долгосрочную производительность сварной ремённой установки.
Оптимизация производства с нулевым зазором за счёт стратегического управления ремнями
Прогнозирующее техническое обслуживание и проактивная замена ремней
Достижение истинного нулевого зазора в производстве требует перехода от реагирования на аварийные отказы ремней к стратегиям их прогнозируемой замены. Внедрение регламентированных интервалов осмотра позволяет службам технического обслуживания выявлять ремни, приближающиеся к концу срока службы, до наступления катастрофического отказа. Визуальные признаки предстоящего отказа ремня включают появление трещин на поверхности, изменения геометрических размеров, свидетельствующие о деградации материала, видимый износ в точках контакта с высоким коэффициентом трения, а также изменение цвета, указывающее на термическое или химическое повреждение. Количественная оценка путём измерения удлинения ремня обеспечивает объективные критерии для принятия решений о его замене: удлинение более чем на 5–7 % относительно исходной длины обычно требует проактивной замены.
Внедрение стандартизированных процедур сварки круглых ремней и поддержание сварочного оборудования в исправном и правильно настроенном состоянии позволяют оперативно реагировать при необходимости замены. На предприятиях, обеспечивающих максимальную эксплуатационную готовность, хранятся запасы сменных ремней стандартных диаметров и материалов, предварительно нарезанных на типовые длины для наиболее распространённых применений. Такая подготовка сокращает время замены с нескольких часов до нескольких минут, поскольку технический персонал может сразу приступить к процессу сварки без измерения, резки и подготовки исходного ремённого материала. Документирование успешно применявшихся параметров сварки для каждого типа ремня устраняет необходимость поиска неисправностей, позволяя даже менее опытным операторам получать стабильные результаты, строго следуя проверенным процедурам.
Программы обучения для повышения квалификации команды по техническому обслуживанию
Развитие внутренней экспертизы в области сварки круглых ремней обеспечивает стратегические преимущества, выходящие за рамки возможностей реагирования в чрезвычайных ситуациях. Комплексные программы обучения должны охватывать не только механическое выполнение сварочных операций, но и фундаментальные принципы, определяющие качество соединений. Понимание того, как взаимодействуют температура, давление и время, позволяет техникам устранять нестандартные неисправности и адаптировать процедуры под новые материалы ремней или новые сферы применения. Практические занятия на отходах материала способствуют выработке двигательной памяти и повышению уверенности техников до того, как они приступят к монтажу ремней в условиях серийного производства.
Структурированная проверка компетенций гарантирует, что персонал, ответственный за сварку ремней круглого сечения, обладает достаточным уровнем квалификации. Практическая оценка может включать выполнение сварных швов на ремнях различных диаметров и из разных материалов с последующим проведением растяжения соединений для подтверждения соответствия требуемым показателям прочности. Создание визуальных эталонов, демонстрирующих допустимые и недопустимые сварные швы, помогает операторам развивать навыки оценки качества. Регулярное повышение квалификации позволяет учитывать обновления оборудования, появление новых типов ремней на производстве, а также уроки, извлечённые из предыдущих трудностей при монтаже. Организации, системно инвестирующие в развитие компетенций своих служб технического обслуживания, достигают значительно более высоких показателей успешности при первом выполнении работ и сокращают время монтажа по сравнению с предприятиями, полагающимися на неформальную передачу знаний.
Экономический анализ возможности выполнения сварки силами собственных специалистов
Финансовое обоснование создания на предприятии собственной возможности сварки круглых ремней выходит за рамки прямой экономии на материалах. Количественная оценка совокупной стоимости замены ремня включает простои производства, расходы на срочную доставку запасных частей и потенциальные затраты на сверхурочные часы работы персонала при отказах, происходящих вне нормального рабочего времени. Для производственной линии, генерирующей выручку в размере 5000 долларов США в час, даже двухчасовой простой обойдётся в 10 000 долларов США потерь от недополученной продукции — сумма, значительно превышающая типичные затраты на приобретение сварочного оборудования. Предприятия, сталкивающиеся более чем с тремя–четырьмя отказами ремней ежегодно, как правило, достигают положительной отдачи от инвестиций уже в первый год эксплуатации собственной сварочной установки.
Дополнительные экономические выгоды возникают благодаря гибкости оптимизации установки ремней для конкретных применений. Сварка круглых ремней на месте позволяет создавать ремни нестандартной длины, что повышает эффективность привода, снижает вибрацию или обеспечивает совместимость с уникальными конфигурациями оборудования, невозможными при использовании стандартных бесконечных ремней заводского изготовления. Возможность экспериментировать с различными материалами и конфигурациями ремней без необходимости привлечения внешних услуг по изготовлению ускоряет реализацию инициатив по совершенствованию производственных процессов. Для организаций, эксплуатирующих несколько объектов, развитие компетенций в области сварки в центральном месте может поддерживать филиалы посредством выездных сервисных визитов или поставок предварительно сваренных ремней для типовых применений, тем самым многократно увеличивая отдачу от инвестиций в обучение персонала и приобретение оборудования на уровне всей корпорации.
Часто задаваемые вопросы
Какова типичная прочность правильно сварного соединения круглого ремня по сравнению с прочностью основного материала ремня?
Если сварка круглых ремней выполняется правильно с использованием соответствующего оборудования и параметров, получаемое соединение, как правило, обеспечивает 85–95 % предела прочности на разрыв исходного ремня. Высококачественные сварные швы на полиуретановых ремнях могут достигать или даже превышать 100 % прочности исходного материала благодаря молекулярному сцеплению в процессе плавления. Прочность соединения критически зависит от полного расплавления по всему поперечному сечению, правильной центровки (исключающей концентрацию напряжений) и надлежащего охлаждения под сжимающим давлением. Соединения, прочность которых составляет менее 80 % прочности исходного материала, указывают на недостатки технологического процесса, такие как недостаточная температура нагрева, недостаточное сжимающее давление, загрязнение поверхностей или несоосность при сварке. Для большинства промышленных применений соединения с прочностью 85 % и выше от прочности исходного материала обеспечивают срок службы, эквивалентный сроку службы самого ремня, а при превышении эксплуатационных пределов разрушение происходит в теле ремня, а не в зоне сварного шва.
Можно ли успешно выполнять сварку круглых ремней из резиновых ремней или только из полиуретановых материалов?
Сварка круглых ремней возможна как для резиновых, так и для полиуретановых ремней, однако с полиуретановыми материалами, как правило, достигаются лучшие результаты при более простых процедурах. Термопластичная природа полиуретана обеспечивает чистое плавление и повторное затвердевание, что создаёт прочные молекулярные связи без необходимости химического сшивания. Резиновые ремни, являясь термореактивными материалами, представляют собой большую сложность, поскольку их вулканизированная структура устойчива к простому термическому сплавлению. Успешная сварка круглых резиновых ремней требует более высоких температур, увеличенных циклов нагрева и зачастую выигрывает от применения специализированных клеящих составов или методов подготовки поверхности. Некоторые резиновые композиции, особенно те, которые содержат высокий процент серы или определённые наполнители, могут не обеспечивать достаточной прочности соединения при термической сварке в одиночку и требуют вместо неё механического соединения (стыковки). В технических паспортах материалов от производителей указаны данные о пригодности материала к сварке, а проведение пробных сварок на образцах материала до выполнения ответственных монтажных работ подтверждает применимость процесса для конкретных резиновых композиций.
Как долго персонал по техническому обслуживанию должен давать остыть только что сваренным круглым ремням перед их установкой?
Период охлаждения, необходимый после сварки круглых ремней, зависит от диаметра ремня и тепловых свойств материала, однако в отрасли общепринято рекомендовать минимальное время охлаждения — не менее 3–5 минут перед тем, как прикасаться к зоне соединения, и 10–15 минут перед установкой ремня на оборудование. Ремни меньшего диаметра (менее 6 мм) остывают быстрее благодаря меньшей тепловой массе и могут безопасно использоваться уже по истечении более короткого периода охлаждения. Ремни большего диаметра (свыше 12 мм) дольше удерживают тепло и требуют увеличенного времени охлаждения для обеспечения полной кристаллизации по всему поперечному сечению соединения. Установка ремня до завершения достаточного охлаждения чревата деформацией ещё пластичного соединения при натяжении ремня вокруг шкивов, что потенциально может привести к снижению прочности или геометрическим несоответствиям. Перед продолжением монтажа зона соединения должна быть прохладной на ощупь и иметь такую же твёрдость, как и окружающий материал ремня. В производственных условиях, критичных по времени, когда допустимое время ограничено крайне жёстко, направленный поток окружающего воздуха (например, с помощью вентиляторов) ускоряет охлаждение без необходимости применения сжатого воздуха, который может загрязнить поверхность соединения.
Каковы наиболее распространенные причины преждевременного выхода из строя сварных соединений круглых ремней?
Большинство преждевременных отказов сварных соединений круглых ремней связано с пятью основными причинами: недостаточная подготовка поверхности, в результате которой на ней остаются загрязнения, препятствующие правильному сплавлению; недостаточная температура нагрева, приводящая к неполному молекулярному соединению; несоосность при сварке, создающая точки концентрации напряжений; неправильное натяжение при монтаже, вызывающее чрезмерные нагрузки на соединение; а также воздействие окружающей среды — химических веществ или температур, превышающих допустимые пределы для материала ремня. Загрязнение поверхности маслами, пылью или остатками от ручного обращения является самой частой причиной слабых соединений, которые визуально выглядят удовлетворительно, но разрушаются под рабочими нагрузками. Проблемы, связанные с температурой, возникают, когда операторы используют режимы, оптимизированные для других типов ремней, или не учитывают влияние температуры окружающей среды на производительность сварочного оборудования. Проблемы с соосностью проявляются в виде соединений с видимыми ступенями или углами, вызывающими вибрацию и локальный износ. Надлежащее обучение, охватывающее все перечисленные факторы, в сочетании со стандартизированными процедурами и соответствующим оборудованием позволяет снизить частоту преждевременных отказов соединений до пренебрежимо малого уровня в рамках хорошо организованных программ технического обслуживания.
Содержание
- Основы сварки круглых ремней для промышленного применения
- Подготовка круглых ремней к монтажу методом сварки на месте
- Выполнение процесса сварки круглых ремней
- Операции отделки и монтажа после сварки
- Оптимизация производства с нулевым зазором за счёт стратегического управления ремнями
-
Часто задаваемые вопросы
- Какова типичная прочность правильно сварного соединения круглого ремня по сравнению с прочностью основного материала ремня?
- Можно ли успешно выполнять сварку круглых ремней из резиновых ремней или только из полиуретановых материалов?
- Как долго персонал по техническому обслуживанию должен давать остыть только что сваренным круглым ремням перед их установкой?
- Каковы наиболее распространенные причины преждевременного выхода из строя сварных соединений круглых ремней?
