

आधुनिक विनिर्माण वातावरण में, जहाँ अवरोध (डाउनटाइम) सीधे आय के ह्रास के समतुल्य होता है, गोल बेल्ट की वेल्डिंग और स्थापना को स्थल पर करने की क्षमता रखरखाव टीमों के लिए एक महत्वपूर्ण कौशल बन गई है। शून्य-अंतर (ज़ीरो-गैप) उत्पादन की आवश्यकता है कि कन्वेयर प्रणालियाँ, स्वचालित मशीनरी और ट्रांसमिशन असेंबलियाँ बिना किसी अंतराय के निरंतर संचालित हों। मशीन के विघटन या स्थल के बाहर निर्माण की आवश्यकता वाली पारंपरिक बेल्ट प्रतिस्थापन विधियाँ अस्वीकार्य उत्पादन देरी पैदा करती हैं। यह व्यापक मार्गदर्शिका उपयोग के स्थान पर सीधे गोल बेल्ट की वेल्डिंग और स्थापना की सटीक पद्धति को समझाती है, जिससे सुविधाओं को निर्बाध संचालन बनाए रखने के साथ-साथ ऐसे पेशेवर-गुणवत्ता वाले बेल्ट जोड़ों को प्राप्त करने में सक्षम बनाया जा सकता है, जो कारखाने में बनाए गए जोड़ों के प्रदर्शन मानकों के बराबर या उससे भी अधिक हों।
ऑन-साइट राउंड बेल्ट वेल्डिंग में निपुणता प्राप्त करने का रणनीतिक लाभ केवल तत्काल समय बचत तक ही सीमित नहीं है। उचित वेल्डिंग क्षमताओं से सुसज्जित सुविधाएँ बेल्ट विफलताओं के प्रति तुरंत प्रतिक्रिया दे सकती हैं, अद्वितीय मशीन विन्यासों के लिए बेल्ट की लंबाई को अनुकूलित कर सकती हैं, और आपातकालीन प्रतिस्थापनों के लिए बाहरी आपूर्तिकर्ताओं पर निर्भरता से मुक्ति प्राप्त कर सकती हैं। चाहे 2 मिमी से 25 मिमी व्यास के पॉलीयूरेथेन या रबर राउंड बेल्ट के साथ काम किया जा रहा हो, वेल्डिंग प्रक्रिया सुसंगत सिद्धांतों का अनुसरण करती है, लेकिन यह सामग्री-विशिष्ट तापमान नियंत्रण और तैयारी तकनीकों की आवश्यकता रखती है। प्रारंभिक मापन से लेकर अंतिम टेंशनिंग तक पूरे कार्यप्रवाह को समझना सुनिश्चित करता है कि रखरखाव कर्मचारी उत्पादन-महत्वपूर्ण परिस्थितियों के तहत विश्वसनीय परिणाम प्रदान कर सकें।
औद्योगिक अनुप्रयोगों के लिए राउंड बेल्ट वेल्डिंग के मूल सिद्धांतों को समझना
राउंड बेल्टों के तापीय जोड़ के पीछे का पदार्थ विज्ञान
गोल बेल्ट वेल्डिंग नियंत्रित थर्मोप्लास्टिक संलयन पर आधारित है, जहाँ ऊष्मा ऊर्जा जोड़ के अंतरापृष्ठ पर बेल्ट सामग्री की आणविक संरचना को परिवर्तित करती है। पॉलीयूरेथेन बेल्ट, जो थर्मोप्लास्टिक इलास्टोमर्स से बने होते हैं, अपनी गलन, प्रवाह और पुनः ठोसीकरण की क्षमता के कारण आदर्श वेल्डिंग विशेषताएँ प्रदर्शित करते हैं, जबकि तन्य शक्ति को बनाए रखते हैं। वेल्डिंग तापमान को सामग्री के गलनांक तक पहुँचाना आवश्यक है, बिना बहुलक श्रृंखलाओं के ऊष्मीय विघटन का कारण बने। मानक पॉलीयूरेथेन गोल बेल्ट के लिए, यह आदर्श तापमान सीमा आमतौर पर विशिष्ट सूत्रीकरण और ड्यूरोमीटर कठोरता के आधार पर 180°C से 220°C के बीच होती है। रबर की गोल बेल्ट के लिए भिन्न ऊष्मीय पैरामीटर की आवश्यकता होती है, जो आमतौर पर जोड़ पर उचित आणविक क्रॉस-लिंकिंग प्राप्त करने के लिए 240°C से 280°C के बीच उच्च तापमान और विस्तारित तापन अवधि की आवश्यकता होती है।
गोल बेल्ट की वेल्डिंग की गुणवत्ता पूर्ण रूप से दोनों बेल्ट के सिरों के समग्र अनुप्रस्थ काट क्षेत्र में एकसमान ऊष्मा वितरण प्राप्त करने पर निर्भर करती है। अपर्याप्त तापन से कमजोर क्षेत्र उत्पन्न होते हैं, जहाँ अबंधित सामग्री संचालन के दौरान आवेश के तहत विफलता का प्रारंभिक बिंदु बन जाती है। पेशेवर वेल्डिंग उपकरणों में सटीक नियंत्रित तापन तत्व शामिल होते हैं, जिनमें थर्मोस्टैटिक नियमन होता है ताकि जोड़ने के पूरे चक्र के दौरान तापमान स्थिर बना रहे। आणविक बंधन प्रक्रिया के लिए केवल ऊष्मा ही पर्याप्त नहीं है, अनुप्रयोग बल्कि नरम हुई सामग्री की सतहों को घनिष्ठ संपर्क में लाने के लिए नियंत्रित दबाव भी आवश्यक है, जिससे सूक्ष्म वायु अंतराल समाप्त हो जाते हैं जो जोड़ की शक्ति को कमजोर कर सकते हैं। आधुनिक जोड़ने की प्रणालियाँ तापीय और यांत्रिक दोनों पैरामीटर्स को स्वचालित चक्रों में एकीकृत करती हैं, जिससे महत्वपूर्ण बंधन चरण में मानवीय परिवर्तनशीलता समाप्त हो जाती है।
उपकरण आवश्यकताएँ और विनिर्देशन मानदंड
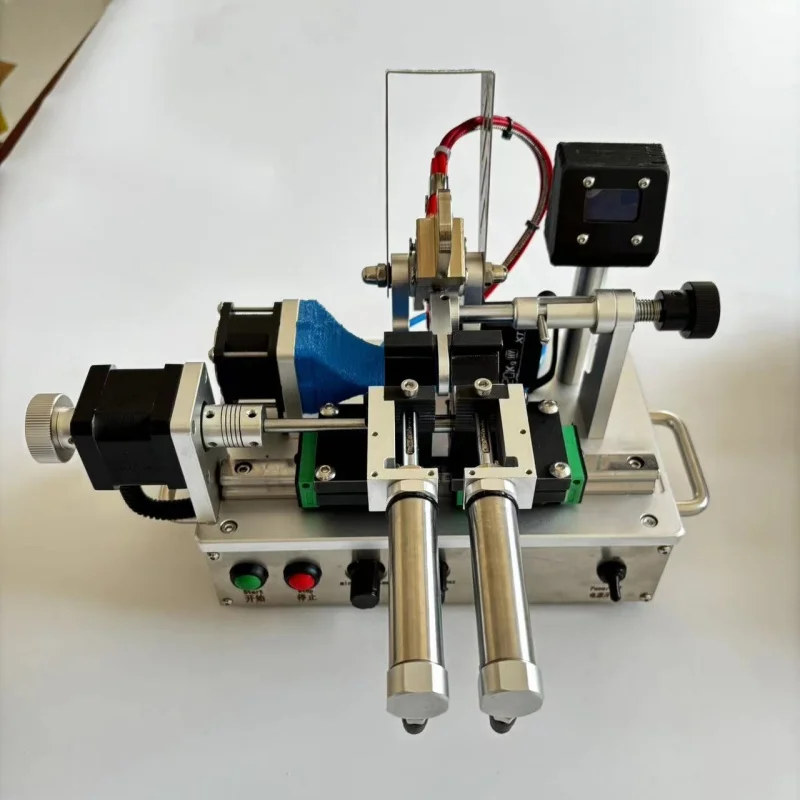
सफल ऑन-साइट राउंड बेल्ट वेल्डिंग के लिए उद्देश्य-डिज़ाइन किए गए उपकरणों की आवश्यकता होती है, जो थर्मोप्लास्टिक बेल्ट जोड़ने की अद्वितीय चुनौतियों को संबोधित करते हैं। मैनुअल वेल्डिंग उपकरण आपातकालीन मरम्मत के लिए मूल कार्यक्षमता प्रदान करते हैं, लेकिन उत्पादन-गुणवत्ता वाली स्थापनाओं के लिए आवश्यक सटीक नियंत्रण का अभाव होता है। सेमी-ऑटोमैटिक प्रणालियाँ नियंत्रित तापन चक्रों के माध्यम से सुधारित स्थिरता प्रदान करती हैं, लेकिन फिर भी बेल्ट की उचित तैयारी और संरेखण के लिए ऑपरेटर कौशल की आवश्यकता होती है। पूर्णतः स्वचालित राउंड बेल्ट वेल्डिंग मशीनें व्यावसायिक मानक का प्रतिनिधित्व करती हैं, जिनमें माइक्रोप्रोसेसर नियंत्रण, प्रकाशिक संरेखण प्रणालियाँ और प्रोग्राम करने योग्य तापन प्रोफाइल शामिल हैं, जो विभिन्न बेल्ट सामग्रियों और व्यास के अनुकूल होते हैं।
औद्योगिक अनुप्रयोगों के लिए वेल्डिंग उपकरण का मूल्यांकन करते समय, कई तकनीकी विशिष्टताएँ संचालन क्षमता और जोड़ की गुणवत्ता के परिणामों को निर्धारित करती हैं। तापमान सीमा और नियंत्रण की सटीकता सीधे सामग्री संगतता को प्रभावित करती है, जहाँ प्रणालियों को विभिन्न बेल्ट सूत्रों को समायोजित करने के लिए कम से कम 150°C से 300°C के बीच समायोज्य होना आवश्यक है। गर्मी उत्पन्न करने वाले तत्व की ज्यामिति को गोल बेल्टों के बेलनाकार प्रोफाइल के अनुरूप होना चाहिए, जिसमें पूरे परिधि के चारों ओर एकसमान तापीय ऊर्जा लागू करने के लिए विशेष रूप से आकृति दिए गए सतहों या घूर्णन तत्वों का उपयोग किया जाता है। क्लैंपिंग तंत्र को बेल्ट व्यास के अनुसार समायोज्य दबाव प्रदान करना चाहिए, जो छोटे व्यास वाली बेल्टों के विरूपण को रोकता है, जबकि बड़े प्रोफाइलों के लिए पर्याप्त संपीड़न सुनिश्चित करता है। एक सेकंड के भीतर सटीकता वाले टाइमर कार्य दोहराए जा सकने वाले चक्र नियंत्रण को सक्षम करते हैं, जो कई स्थापनाओं के दौरान सुसंगत जोड़ गुणवत्ता बनाए रखने के लिए आवश्यक है।
तापीय जोड़ने के संचालन के लिए महत्वपूर्ण सुरक्षा प्रोटोकॉल
गोल बेल्ट वेल्डिंग में शामिल तापीय प्रक्रियाएँ विशिष्ट खतरों का कारण बनती हैं, जिनके लिए व्यवस्थित सुरक्षा प्रोटोकॉल की आवश्यकता होती है। 200°C से अधिक तापमान पर काम करने वाले तापीय तत्व ऑपरेशन के दौरान और वेल्डिंग चक्र के पूरा होने के कई मिनट बाद भी घटकों के ठंडे होने के दौरान गंभीर जलन के खतरे का कारण बनते हैं। द्रवित पॉलीयूरेथेन और रबर से वाष्पशील कार्बनिक यौगिकों का उत्सर्जन होता है, जो खराब वेंटिलेशन वाले स्थानों में श्वसनीय जलन का कारण बन सकते हैं। पर्याप्त वेंटिलेशन प्रणाली के साथ निर्धारित वेल्डिंग क्षेत्रों की स्थापना करना ऑपरेटरों को धुएँ के संपर्क से बचाता है, साथ ही ज्वलनशील सामग्रियों से दूर तापीय खतरों को सीमित करता है। ऊष्मा-प्रतिरोधी दस्ताने, सुरक्षा चश्मा और सीमित स्थानों में काम करते समय श्वसन सुरक्षा उपकरण सहित व्यक्तिगत सुरक्षा उपकरण (PPE) सभी वेल्डिंग ऑपरेशनों के लिए आधारभूत सुरक्षा आवश्यकता है।
विद्युत सुरक्षा संबंधी विचारों पर विशेष ध्यान देने की आवश्यकता होती है, क्योंकि औद्योगिक वेल्डिंग उपकरणों की उच्च-शक्ति आवश्यकताएँ होती हैं। प्रणालियाँ आमतौर पर 110V या 220V बिजली आपूर्ति पर काम करती हैं, जिनमें हीटिंग एलिमेंट की धारा 10 एम्पियर से अधिक हो सकती है। भू-दोष सुरक्षा (ग्राउंड फॉल्ट प्रोटेक्शन) और उचित विद्युत ग्राउंडिंग झटके के खतरों को रोकती हैं, जो उत्पादन वातावरण में विशेष रूप से महत्वपूर्ण है, जहाँ नमी या धातु की सतहें अतिरिक्त चालकता के जोखिम पैदा करती हैं। उपकरण बंद करने की प्रक्रियाओं को रखरखाव क्रियाओं से पहले पूर्ण बिजली विच्छेदन सुनिश्चित करने के लिए डिज़ाइन किया जाना चाहिए, क्योंकि थर्मल तत्वों में अवशेष ऊष्मा बिजली हटाने के बाद भी देरी से जलने के खतरे पैदा कर सकती है। प्रशिक्षण कार्यक्रमों में यह ज़ोर देना चाहिए कि सुरक्षित राउंड बेल्ट वेल्डिंग प्रथाएँ केवल ऑपरेटर की ही नहीं, बल्कि आसपास के कर्मचारियों और सुविधा की संपत्ति की भी ऊष्मीय और विद्युत जोखिमों से रक्षा करती हैं।
ऑन-साइट वेल्डिंग स्थापना के लिए राउंड बेल्ट की तैयारी
सटीक मापन और बेल्ट लंबाई की गणना
बेल्ट की लंबाई के निर्धारण में सटीकता सीधे वेल्डिंग प्रक्रिया और अंतिम स्थापना प्रदर्शन दोनों को प्रभावित करती है। मापन प्रक्रिया इस बात की पहचान के साथ शुरू होती है कि गोल बेल्ट किस सटीक मार्ग का अनुसरण करेगी, जिसमें सभी पुली संपर्क बिंदु, गाइड की स्थितियाँ और कोई भी ऑफ़सेट विन्यास शामिल हैं। प्रतिस्थापन आवेदनों के लिए, मौजूदा बेल्ट को मापना एक प्रारंभिक संदर्भ प्रदान करता है, लेकिन घिसे हुए बेल्ट अक्सर लंबाई में वृद्धि (एलोंगेशन) दर्शाते हैं, जिससे उन्हें नई स्थापना के आकार निर्धारण के लिए विश्वसनीय नहीं बनाते हैं। वरीय विधि में गैर-खिंचने वाले मापन टेप या सटीक धागे का उपयोग करके सामान्य तनाव की स्थिति में वास्तविक बेल्ट मार्ग को ट्रेस करना शामिल है, फिर इस माप को नए बेल्ट सामग्री पर स्थानांतरित करना।
गोल बेल्ट वेल्डिंग के लिए सही बेल्ट लंबाई की गणना करते समय जोड़ प्रक्रिया के दौरान सामग्री हटाने को ध्यान में रखना आवश्यक है। प्रत्येक वेल्डिंग क्रिया के दौरान कटिंग और पिघलने के चरणों के माध्यम से लगभग 2–4 मिमी बेल्ट लंबाई हटा दी जाती है, जिसे मापी गई पथ लंबाई में जोड़ा जाना चाहिए। इसके अतिरिक्त, विशिष्ट सामग्री गुण आदर्श प्रारंभिक तनाव को प्रभावित करते हैं, जहाँ पॉलीयूरेथेन बेल्ट्स को सामान्यतः स्थापना के समय उचित चलने वाले तनाव को प्राप्त करने के लिए प्रारंभिक ब्रेक-इन के बाद 2–4% खिंचाव की आवश्यकता होती है। 1000 मिमी की पथ लंबाई के लिए, इसका अर्थ है कि वेल्डिंग से पहले बेल्ट को लगभग 1020–1040 मिमी के आकार में काटा जाना चाहिए, फिर थोड़ा खींचकर स्थापित किया जाना चाहिए। अनुभवी तकनीशियन बेल्ट व्यास, सामग्री प्रकार और अनुप्रयोग गति के साथ सटीक लंबाई समायोजन कारकों को संबद्ध करने वाले संदर्भ चार्ट बनाए रखते हैं।
बेल्ट सिरों की तैयारी और सतह उपचार
बेल्ट के सिरों की सतहों की स्थिति गोल बेल्ट वेल्डिंग जॉइंट की गुणवत्ता को गहराई से प्रभावित करती है, जिससे तैयारी स्थापना प्रक्रिया के सबसे महत्वपूर्ण चरणों में से एक बन जाती है। दोनों बेल्ट के सिरों को अनुदैर्ध्य अक्ष के समकोण पर पूर्णतः समान रूप से काटा जाना चाहिए, ताकि पूरे अनुप्रस्थ काट के आर-पार समान रूप से मिलने वाली सपाट सतहें बन सकें। तिरछे या अनियमित कटाव वेल्डिंग के दौरान अपूर्ण संपर्क का कारण बनते हैं, जिससे कमजोर संधियाँ बनती हैं और उनमें पूर्वकालिक विफलता की संभावना बढ़ जाती है। पेशेवर कटाव विधियों में निश्चित ब्लेड कोण वाले विशेष बेल्ट कटर या घूर्णन करने वाले कटिंग व्हील का उपयोग किया जाता है, जो बेल्ट सामग्री को संपीड़न या विरूपण के बिना साफ़-साफ़ काट देते हैं। रेज़र ब्लेड या उपयोगिता चाकू के साथ हस्तचालित कटाव के लिए स्वीकार्य समकोणता प्राप्त करने के लिए अत्यधिक कौशल की आवश्यकता होती है, जिसके कारण समर्पित कटिंग उपकरणों को वरीयता दी जाती है।
सतही दूषण ऊष्मीय जोड़ने की प्रक्रिया के दौरान उचित आणविक बंधन को रोकता है, जिसके कारण वेल्डिंग से ठीक पहले दोनों बेल्ट सिरों की गहन सफाई आवश्यक होती है। निर्माण अवशेष, हैंडलिंग तेल, धूल का जमाव और पर्यावरणीय दूषक पदार्थ पॉलिमर संलयन को रोकने वाली अवरोधक परतें बनाते हैं। सफाई प्रोटोकॉल में दोनों बेल्ट सिरों को बेल्ट सामग्री के साथ संगत आइसोप्रोपाइल अल्कोहल या मंजूर किए गए विलायक सफाईकर्ताओं से गीले किए गए फजल-मुक्त कपड़ों से पोंछना शामिल है। विलायक सफाई के बाद, वेल्ड क्षेत्र में नमी दूषण को रोकने के लिए पूर्ण वाष्पीकरण के लिए 30–60 सेकंड का समय देना आवश्यक है। खाद्य प्रसंस्करण या फार्मास्यूटिकल अनुप्रयोगों में उपयोग की जाने वाली बेल्टों के लिए, नियामक आवश्यकताओं को पूरा करने वाले विशिष्ट सफाई एजेंटों का उपयोग किया जाता है, जो मानक औद्योगिक विलायकों का स्थान लेते हैं। तैयार किए गए बेल्ट सिरों को कटे हुए सतहों से दूर के क्षेत्रों में ही संभाला जाना चाहिए, ताकि वेल्डिंग कार्य शुरू होने से पहले पुनः दूषण न हो सके।
सामग्री-विशिष्ट तैयारी विचार
विभिन्न गोल बेल्ट सामग्रियों के लिए वेल्डिंग परिणामों को अनुकूलित करने के लिए अनुकूलित तैयारी दृष्टिकोणों की आवश्यकता होती है। शोर कठोरता रेटिंग 85A से 95A के बीच वाले पॉलीयूरेथेन बेल्ट औद्योगिक अनुप्रयोगों में सबसे आम हैं, जो उत्कृष्ट घर्षण प्रतिरोध और लचीलापन प्रदान करते हैं। ये सामग्रियाँ मानक तैयारी प्रोटोकॉल के प्रति अच्छी तरह से प्रतिक्रिया करती हैं, जिनमें केवल उचित सफाई और कटिंग के अतिरिक्त कोई विशेष उपचार की आवश्यकता नहीं होती है। 95A शोर से अधिक कठोर पॉलीयूरेथेन सूत्रों को संलयन के दौरान सतह क्षेत्रफल में वृद्धि करने और आणविक अंतर्लॉकिंग में सुधार करने के लिए महीन-दाने वाले सैंडपेपर का उपयोग करके हल्की सतह अपघर्षण का लाभ उठाने की संभावना होती है। यह यांत्रिक तैयारी संयुक्त शक्ति को बढ़ाने के लिए सूक्ष्म सतह खुरदरापन उत्पन्न करती है, बिना बेल्ट की अखंडता को समाप्त किए।
रबर की गोल बेल्ट्स की तैयारी में विशिष्ट चुनौतियाँ उत्पन्न होती हैं, क्योंकि उनकी थर्मोसेटिंग पॉलिमर संरचना और वल्कनाइजेशन प्रक्रियाओं से उत्पन्न सल्फर की संभावित उपस्थिति के कारण होती हैं। रबर की सामग्री की गोल बेल्ट वेल्डिंग तकनीकी रूप से संभव है, लेकिन पॉलीयूरेथेन जोड़ों के समकक्ष बंधन प्राप्त करने के लिए लंबे समय तक तापन चक्र और उच्च तापमान की आवश्यकता होती है। कुछ रबर सूत्रों में चिपकने को बढ़ावा देने के लिए विशेष रूप से डिज़ाइन किए गए प्राइमर यौगिकों के आवेदन से लाभ होता है, हालाँकि इन्हें बाद में होने वाले तापन के साथ संगत होना चाहिए ताकि गैस निकलने (आउटगैसिंग) या दूषण को रोका जा सके। रबर की गोल बेल्ट्स से संबंधित महत्वपूर्ण अनुप्रयोगों के लिए, उत्पादन स्थापना में प्रतिबद्ध होने से पहले नियोजित तैयारी प्रोटोकॉल का उपयोग करके कचरा सामग्री पर परीक्षण वेल्ड करना प्रक्रिया की वैधता सुनिश्चित करता है। बेल्ट निर्माताओं द्वारा प्रदान किए गए सामग्री विनिर्देश पत्रकों में अक्सर वेल्डिंग संबंधी अनुशंसाएँ शामिल होती हैं, जिन्हें तैयारी योजना बनाते समय संदर्भित किया जाना चाहिए।
गोल बेल्ट वेल्डिंग प्रक्रिया का क्रियान्वयन
उपकरण स्थापना और पैरामीटर कॉन्फ़िगरेशन
वेल्डिंग उपकरण का उचित कॉन्फ़िगरेशन गोल बेल्ट वेल्डिंग के सफल परिणामों की नींव स्थापित करता है। सेटअप क्रम बिजली आपूर्ति संगतता की पुष्टि करने और गर्मी चक्र के दौरान वोल्टेज उतार-चढ़ाव को रोकने के लिए स्थिर विद्युत कनेक्शन स्थापित करने के साथ शुरू होता है। वेल्डिंग मशीनों को स्थिर, समतल सतह पर इस प्रकार रखा जाना चाहिए कि बेल्ट को संभालने और ऑपरेटर के लिए कई कोणों से पहुँच सुनिश्चित करने के लिए पर्याप्त स्थान उपलब्ध हो। क्षेत्र स्थापनाओं में उपयोग किए जाने वाले पोर्टेबल उपकरणों के लिए, जोड़ प्रक्रिया के दौरान उपकरण को हिलने से रोकने के लिए उसे सुरक्षित करना संचालन के पूरे अवधि में सुसंगत संरेखण सुनिश्चित करता है। वास्तविक उपयोग से पहले वेल्डिंग उपकरण को 5–10 मिनट के लिए पूर्व-उष्मीकृत करने से तापीय घटकों का स्थायित्व सुनिश्चित होता है और तापमान नियंत्रण की सटीकता में सुधार होता है।
पैरामीटर चयन के लिए बेल्ट के विशिष्ट संयोजन—जैसे सामग्री, व्यास और ड्यूरोमीटर कठोरता—के अनुसार वेल्डिंग सेटिंग्स को सुसंगत बनाने की आवश्यकता होती है। तापमान सेटिंग मुख्य नियंत्रण पैरामीटर का प्रतिनिधित्व करती है, जहाँ निर्माता के दिशानिर्देश प्रारंभिक बिंदु प्रदान करते हैं, जिन्हें वातावरणीय परिस्थितियों और विशिष्ट सामग्री बैचों के आधार पर समायोजित करने की आवश्यकता हो सकती है। बेल्ट का व्यास तापमान और समय दोनों पैरामीटर्स को प्रभावित करता है, क्योंकि बड़े क्रॉस-सेक्शन को कोर तक समान तापीय प्रविष्टि प्राप्त करने के लिए विस्तारित तापन अवधि की आवश्यकता होती है। अधिकांश पेशेवर प्रणालियाँ बहु-चरणीय तापन प्रोफाइल के कार्यक्रमण की अनुमति देती हैं, जहाँ प्रारंभिक तापमान रैंप, धारण अवधियाँ और ठंडा होने की दरों को स्वतंत्र रूप से नियंत्रित किया जा सकता है। अक्सर उपयोग किए जाने वाले बेल्ट प्रकारों के लिए सफल पैरामीटर संयोजनों को रिकॉर्ड करना भविष्य की स्थापनाओं को सरल बनाता है और रखरखाव टीमों के भीतर संस्थागत ज्ञान के निर्माण में सहायता करता है।
बेल्ट लोडिंग और संरेखण प्रक्रियाएँ
वेल्डिंग फिक्सचर के भीतर बेल्ट के सिरों की सही संरेखण प्राप्त करना यह निर्धारित करता है कि परिणामी जोड़ सुचारू रूप से कार्य करेगा या कंपन और पूर्व-समय घिसावट पैदा करेगा। लोडिंग प्रक्रिया दोनों तैयार किए गए बेल्ट के सिरों को उनके संबंधित क्लैम्पिंग तंत्र में डालने के साथ शुरू होती है, जिसमें उन्हें इस प्रकार स्थित किया जाता है कि कटी हुई सतहें एक-दूसरे की ओर उन्मुख हों और प्रारंभिक अंतर न्यूनतम हो। क्लैम्प्स को बेल्ट को दृढ़ता से सुरक्षित करना चाहिए, लेकिन इतना अधिक संपीड़न नहीं कि वृत्ताकार अनुप्रस्थ काट विकृत हो जाए, जो विशेष रूप से छोटे व्यास की बेल्ट्स के लिए महत्वपूर्ण है, क्योंकि अत्यधिक दबाव से इनका प्रोफाइल आसानी से विकृत हो जाता है। बहु-कोणीय दृश्य संरेखण जाँच से पुष्टि की जाती है कि दोनों बेल्ट अक्ष एकदम सह-रेखीय हैं, और कोई कोणीय ऑफ़सेट नहीं है जो कदमदार जोड़ (स्टेप्ड जॉइंट्स) बना सके।
कई उन्नत गोल बेल्ट वेल्डिंग प्रणालियाँ ऑप्टिकल संरेखण सहायता या यांत्रिक संरेखण मार्गदर्शिकाओं को शामिल करती हैं, जो इस महत्वपूर्ण सेटअप चरण को सरल बनाती हैं। लेज़र संरेखण प्रणालियाँ संदर्भ रेखाएँ प्रक्षेपित करती हैं, जिनका उपयोग ऑपरेटर गर्मी चक्र शुरू करने से पहले बेल्ट की स्थिति की पुष्टि के लिए करते हैं। मैच किए गए बेल्ट सिरों को स्वचालित रूप से उचित संरेखण में स्थापित करने के लिए यांत्रिक मार्गदर्शिकाओं में मिलान किए गए बेलनाकार खांचे होते हैं, जब बेल्ट पूरी तरह से सीट की गई होती हैं। इन सहायताओं के बिना मैनुअल प्रणालियों के लिए, सटीक ड्रिल किए गए ब्लॉक्स से सरल संरेखण फिक्सचर बनाना दोहरावयोग्य स्थिति संदर्भ प्रदान करता है। संरेखण सत्यापन चरण कभी भी जल्दबाजी में नहीं किया जाना चाहिए, क्योंकि वेल्डिंग पूर्ण होने के बाद कोणीय विसंरेखण को सुधारना जोड़ को काटे बिना और पूरी प्रक्रिया को दोहराए बिना असंभव है।
गर्मी चक्र का निष्पादन और निगरानी
गोल बेल्ट वेल्डिंग के तापन चरण में संयुक्त गुणवत्ता को समझौते के जोखिम में डालने वाली किसी भी अनियमितता का पता लगाने के लिए सतर्क निगरानी की आवश्यकता होती है। स्वचालित तापन चक्र शुरू करने के बाद, ऑपरेटरों को बेल्ट के सिरों का निरीक्षण करना चाहिए ताकि सतह पर हल्की चमक के विकास और सामग्री के प्रवाह की शुरुआत के संकेत के रूप में समान नरमी का पता लगाया जा सके। असमान तापन को भिन्न-भिन्न पिघलने के रूप में देखा जाता है, जहाँ बेल्ट के प्रस्थ-काट के कुछ हिस्से अन्य हिस्सों की तुलना में पहले नरम हो जाते हैं, जो अक्सर तापन तत्वों और बेल्ट की सतहों के बीच अनुचित संपर्क के कारण होता है। इस स्थिति का शुरुआती पता लगाना चक्र को बाधित करने, बेल्ट के सिरों को पुनः स्थापित करने और महत्वपूर्ण सामग्री विघटन के होने से पहले चक्र को पुनः प्रारंभ करने की अनुमति प्रदान करता है।
वेल्डिंग चक्र के दौरान तापमान निगरानी साधारण टाइमर-आधारित नियंत्रण से परे गुणवत्ता आश्वासन प्रदान करती है। थर्मोकपल या अवरक्त सेंसर से लैस प्रणालियाँ वास्तविक समय में तापमान पठन प्रदर्शित करती हैं, जिनकी ऑपरेटर्स लक्ष्य पैरामीटर्स के साथ तुलना करते हैं। कार्यक्रमित तापमान से महत्वपूर्ण विचलन उपकरण की खराबी या असामान्य सामग्री प्रतिक्रिया को दर्शाते हैं, जिसके लिए तत्काल ध्यान आवश्यक होता है। गर्म किए गए क्षेत्र में बेल्ट सामग्री का दृश्य रूप अतिरिक्त प्रतिक्रिया प्रदान करता है, जहाँ उचित रूप से गर्म किया गया पॉलीयूरेथेन स्पष्ट, चमकदार द्रवित सतह विकसित करता है, जबकि अत्यधिक गर्म सामग्री में ब्राउनिंग या बुलबुले दिखाई देते हैं। अनुभवी ऑपरेटर्स इन दृश्य संकेतों के माध्यम से आदर्श तापन पूर्णता की पहचान करना सीख जाते हैं, जो स्वचालित टाइमर नियंत्रण को व्यावहारिक अवलोकन कौशल के साथ पूरक बनाते हैं।
जोड़ना और संपीड़न आवेदन
हीटिंग चक्र के पूरा होने के बाद, जोड़ने के चरण में ठंडा होने शुरू होने से पहले पिघले हुए बेल्ट के सिरों को एक साथ लाने के लिए त्वरित और दृढ़ निर्णय लेने की आवश्यकता होती है। स्वचालित गोल बेल्ट वेल्डिंग प्रणालियाँ इस चरण को कार्यान्वित करती हैं जिसमें प्रोग्राम की गई अनुक्रमों के माध्यम से एक या दोनों क्लैम्पिंग तंत्रों को आगे बढ़ाया जाता है, जिससे गर्म किए गए सतहों को नियंत्रित बल के साथ एक साथ दबाया जाता है। मैनुअल प्रणालियों में ऑपरेटर को अंतर को त्वरित रूप से बंद करने और उचित संपीड़न दबाव लगाने के लिए कौशल की आवश्यकता होती है। संपीड़न बल इतना पर्याप्त होना चाहिए कि पिघले हुए सामग्री की परतों को चपटा किया जा सके, जिससे संपूर्ण जोड़ सीमा पर अणुओं का घनिष्ठ संपर्क स्थापित हो जाए और कोई भी फँसी हुई वायु या अशुद्धियाँ बाहर निकल जाएँ। अपर्याप्त दबाव से कमजोर बंधन बनते हैं, जबकि अत्यधिक दबाव से पिघली हुई सामग्री जोड़ से बाहर निकल जाती है, जिससे अनुप्रस्थ काट का क्षेत्रफल कम हो जाता है और तनाव संकेंद्रण बिंदु बन जाते हैं।
संपीड़न आवेदन की अवधि गोल बेल्ट वेल्डिंग प्रक्रियाओं में अंतिम जॉइंट की ताकत को निर्णायक रूप से प्रभावित करती है। जल्दबाजी में संपीड़न हटाने से जॉइंट को ठोसीकरण पूरा होने से पहले ही थोड़ा सा अलग होने की अनुमति मिल जाती है, जिससे बंधन को कमजोर करने वाले आंतरिक रिक्त स्थान बन जाते हैं। उद्योग के सर्वश्रेष्ठ अभ्यासों के अनुसार, बेल्ट के व्यास के आधार पर 10–30 सेकंड तक संपीड़न बनाए रखना चाहिए, जहाँ बड़े प्रोफाइल्स को उनके अधिक ऊष्मीय द्रव्यमान के कारण लंबे समय तक संपीड़न धारण करने की आवश्यकता होती है। इस धारण अवधि के दौरान, जॉइंट द्रव्य अवस्था से अर्ध-ठोस अवस्था और फिर पूर्ण रूप से ठोस अवस्था में संक्रमण करता है, जिसका समय वातावरण के तापमान और बेल्ट सामग्री की ऊष्मीय चालकता पर निर्भर करता है। दृश्य अवलोकन में आमतौर पर जॉइंट की परिधि के चारों ओर अतिरिक्त सामग्री के एक हल्के फ्लैश या बीड के निर्माण को देखा जाता है, जो यह संकेत देता है कि पर्याप्त सामग्री प्रवाह और संपीड़न हुआ है। यह फ्लैश अगली समापन प्रक्रियाओं के दौरान संबोधित किया जाएगा।
वेल्डिंग के बाद की समापन और स्थापना प्रक्रियाएँ
जॉइंट कतरन और सतह समापन तकनीकें
ठोसीभूत वेल्ड जॉइंट में आमतौर पर परिधि से बाहर निकलने वाली अतिरिक्त सामग्री का फ्लैश होता है, जिसे संचालन के दौरान पुली और गाइड के साथ हस्तक्षेप को रोकने के लिए हटाने की आवश्यकता होती है। इस अतिरिक्त सामग्री को काटने के लिए सटीकता की आवश्यकता होती है ताकि आधार बेल्ट में कटौती न हो या सतह पर अनियमितताएँ न बनें जो कंपन उत्पन्न कर सकें। वरीय कटाई विधि में तेज़ उपयोगिता चाकू या गोल बेल्ट अनुप्रयोगों के लिए विशेष रूप से डिज़ाइन किए गए कटाई उपकरणों का उपयोग किया जाता है, जो उभरी हुई सामग्री को हटाने के लिए उथले परिधीय कट लगाते हैं, जबकि जॉइंट की अखंडता को बनाए रखते हैं। कई हल्के पास, एकल आक्रामक कट की तुलना में अधिक प्रभावी सिद्ध होते हैं, जो धीरे-धीरे फ्लैश को कम करते हैं जब तक कि जॉइंट का व्यास संलग्न बेल्ट खंडों के व्यास के बराबर न हो जाए।
मूल फ्लैश हटाने के अतिरिक्त सतह समापन, सटीक टॉलरेंस वाले गाइड या उच्च गति वाले संचालन वाले अनुप्रयोगों में बेल्ट के प्रदर्शन को बढ़ाता है। बेल्ट के जोड़ के क्षेत्र को चिकनी बनाने के लिए सिलेंड्रिकल आकृतियों के चारों ओर महीन-दाने वाले सैंडपेपर को लपेटा जा सकता है, ताकि कोई भी शेष सतह अनियमितता समाप्त की जा सके। सैंडिंग की गति को बेल्ट की अनुदैर्ध्य अक्ष के अनुदिश होना चाहिए, वृत्ताकार (परिधीय) नहीं, ताकि कोई खांचे न बनें जो कणों को फँसा सकें या पूर्व-कालिक घिसावट का कारण बन सकें। यांत्रिक समापन के बाद, जोड़ के क्षेत्र को एक साफ कपड़े से पोंछने से सैंडिंग के अवशेष हट जाते हैं, जो बेयरिंग सतहों या पुली को दूषित कर सकते हैं। पूर्ण जोड़ को सामान्य कार्य दूरी से देखने पर आसपास की बेल्ट से दृश्यतः अविभेद्य होना चाहिए, जो गोल बेल्ट वेल्डिंग और समापन प्रक्रियाओं के उचित निष्पादन को दर्शाता है।
जोड़ की गुणवत्ता निरीक्षण और ताकत सत्यापन
स्थापना से पहले पूर्ण हुए वेल्ड्स का व्यवस्थित निरीक्षण उन क्षेत्रीय विफलताओं को रोकता है जो उत्पादन को बाधित कर सकती हैं। दृश्य निरीक्षण प्रथम निरीक्षण स्तर बनाता है, जिसमें अधूरा संलयन, जोड़ के संपर्क सतह पर दृश्यमान वायु रिक्तियाँ, तापीय अपघटन को इंगित करने वाला रंग परिवर्तन, या वेल्डिंग के दौरान गलत संरेखण को संकेत देने वाले ज्यामितीय अनियमितताओं सहित स्पष्ट दोषों की जाँच की जाती है। जोड़ को संपूर्ण क्रॉस-सेक्शन में पूर्ण बंधन प्रदर्शित करना चाहिए, और सभी कोणों से निरीक्षण करने पर कोई दृश्यमान पृथक्करण या अंतराल नहीं होना चाहिए। जोड़ और आधार बेल्ट सामग्री के बीच रंग संगति उचित तापमान नियंत्रण को दर्शाती है, जिसमें अत्यधिक तापन नहीं होता है।
भौतिक परीक्षण दृश्य मूल्यांकन के अतिरिक्त जोड़ की सामर्थ्य का मात्रात्मक आकलन प्रदान करता है। एक सरल हस्तचालित परीक्षण में, जोड़ के दोनों ओर बेल्ट को पकड़कर मध्यम तन्य बल लगाया जाता है, जो बेल्ट को थोड़ा सा खींचने के लिए पर्याप्त हो, लेकिन इसकी टूटने की सामर्थ्य के निकट न हो। उचित रूप से किए गए गोल बेल्ट वेल्डिंग से ऐसे जोड़ बनते हैं जो आधार बेल्ट सामग्री के समान ही कठोर और मजबूत महसूस होते हैं, जिनमें बंधित क्षेत्र में कोई सुस्पष्ट कमजोरी या लचीलापन नहीं पाया जाता है। महत्वपूर्ण अनुप्रयोगों के लिए, उत्पादन स्थापना के पूर्व एकसमान पैरामीटरों के साथ निर्मित नमूना जोड़ों पर विनाशकारी खींच परीक्षण करना प्रक्रिया की क्षमता को सत्यापित करने के लिए आवश्यक है। इन परीक्षण नमूनों का विफलता आधार बेल्ट सामग्री में होनी चाहिए, न कि जोड़ पर, जिससे यह प्रदर्शित होता है कि वेल्ड की सामर्थ्य बेल्ट की तन्य सामर्थ्य विशिष्टताओं के बराबर या उससे अधिक है।
स्थापना तनाव और प्रारंभिक सेटअप
वेल्डेड गोल बेल्ट को मशीनरी पर स्थापित करने के लिए तनाव को सावधानीपूर्वक समायोजित करने की आवश्यकता होती है, जिससे उचित पकड़ सुनिश्चित हो सके, बिना सामग्री या बेयरिंग्स पर अत्यधिक दबाव डाले। स्थापना प्रक्रिया सामान्यतः ड्राइव सिस्टम को सुरक्षा प्रोटोकॉल के अनुसार बिना ऊर्जा के (डी-एनर्जाइज्ड) और लॉक आउट किए हुए रखते हुए सभी पुलियों के चारों ओर और गाइड्स के माध्यम से बेल्ट को घुमाने के साथ शुरू होती है। प्रारंभिक बेल्ट तनाव इतना होना चाहिए कि पुलियों के बीच मध्य-स्पैन पर दबाए जाने पर मध्यम प्रतिरोध का अनुभव हो, जो आमतौर पर 300–500 मिमी के स्पैन के लिए मध्यम उंगली के दबाव के तहत 10–15 मिमी का विक्षेपण दर्शाता है। यह प्रारंभिक तनाव सुनिश्चित करता है कि बेल्ट पुलियों के संपर्क में बनी रहे और फिसलन न हो, जबकि ब्रेक-इन अवधि के दौरान सामग्री के लंबन के लिए पर्याप्त स्थान भी प्रदान करे।
कई ड्राइव सिस्टम में समायोज्य माउंटिंग स्थितियाँ या टेंशनिंग तंत्र शामिल होते हैं, जो स्थापना के बाद टेंशन को समायोजित करने की अनुमति देते हैं। उन अनुप्रयोगों के लिए, जिनमें अंतर्निहित समायोजन क्षमता नहीं होती है, सही स्थापित लंबाई प्राप्त करने के लिए सटीक पूर्व-वेल्डिंग मापन आवश्यक हो जाता है। प्रारंभिक स्थापना चरण में पहले कुछ घंटों के ऑपरेशन के दौरान बेल्ट के व्यवहार की निगरानी करना शामिल होना चाहिए, जिसमें अत्यधिक स्लिप के लक्षणों को देखा जाना चाहिए, जो अपर्याप्त टेंशन का संकेत देते हैं, या बेयरिंग के तापमान में वृद्धि को देखा जाना चाहिए, जो अत्यधिक टेंशन का संकेत देती है। पॉलीयूरेथेन राउंड बेल्ट्स आमतौर पर पहले 24–48 घंटों के ऑपरेशन के दौरान 1–3% लंबाई में वृद्धि का अनुभव करते हैं, क्योंकि यह सामग्री पुली प्रोफाइल और ऑपरेटिंग लोड के अनुरूप ढालती है। इस प्रारंभिक ब्रेक-इन अवधि के बाद रीटेंशनिंग की योजना बनाना वेल्डेड बेल्ट स्थापना से लंबे समय तक आदर्श प्रदर्शन सुनिश्चित करता है।
रणनीतिक बेल्ट प्रबंधन के माध्यम से शून्य-गैप उत्पादन का अनुकूलन
पूर्वानुमानात्मक रखरखाव और सक्रिय बेल्ट प्रतिस्थापन
वास्तविक शून्य-अंतर उत्पादन प्राप्त करने के लिए, आपातकालीन बेल्ट विफलता प्रतिक्रिया से भविष्यवाणी आधारित प्रतिस्थापन रणनीतियों की ओर संक्रमण करना आवश्यक है। निर्धारित निरीक्षण अंतराल को लागू करने से रखरखाव टीमें आपातकालीन विफलता के घटित होने से पहले जीवनकाल के अंत के करीब पहुँच चुकी बेल्टों की पहचान कर सकती हैं। बेल्ट विफलता के आसन्न होने के दृश्य संकेतों में सतही दरारें, सामग्री के क्षरण को दर्शाते हुए आकार में परिवर्तन, उच्च-घर्षण संपर्क बिंदुओं पर दृश्यमान घिसावट और तापीय या रासायनिक क्षति को संकेतित करने वाला रंग परिवर्तन शामिल हैं। बेल्ट की लंबाई में वृद्धि के मापन के माध्यम से मात्रात्मक मूल्यांकन प्रतिस्थापन निर्णयों के लिए वस्तुनिष्ठ मापदंड प्रदान करता है, जहाँ मूल लंबाई से 5–7% से अधिक वृद्धि आमतौर पर पूर्वानुमानात्मक प्रतिस्थापन का कारण बनती है।
मानकीकृत राउंड बेल्ट वेल्डिंग प्रक्रियाओं की स्थापना और उचित रूप से कॉन्फ़िगर किए गए वेल्डिंग उपकरणों के रखरखाव से जब भी प्रतिस्थापन की आवश्यकता हो, तुरंत प्रतिक्रिया करना संभव हो जाता है। जो सुविधाएँ उच्चतम संचालन उपलब्धता प्राप्त करती हैं, वे सामान्यतः उपयोग किए जाने वाले व्यास और सामग्रियों में स्पेयर बेल्ट का स्टॉक रखती हैं, जो आम अनुप्रयोगों के लिए मानक लंबाइयों में पूर्व-कट किए जाते हैं। यह तैयारी प्रतिस्थापन के समय को घंटों से कम करके कुछ मिनट कर देती है, क्योंकि तकनीशियन बिना मापने, काटने और कच्ची बेल्ट सामग्री की तैयारी किए ही वेल्डिंग प्रक्रिया को तुरंत निष्पादित कर सकते हैं। प्रत्येक बेल्ट प्रकार के लिए सफल वेल्डिंग पैरामीटर्स का दस्तावेज़ीकरण ट्राउबलशूटिंग के समय को समाप्त कर देता है, जिससे कम अनुभवी ऑपरेटर भी सिद्ध प्रक्रियाओं का पालन करके निरंतर परिणाम प्राप्त कर सकते हैं।
रखरखाव टीम क्षमता निर्माण के लिए प्रशिक्षण कार्यक्रम
गोल बेल्ट वेल्डिंग में आंतरिक विशेषज्ञता का विकास आपातकालीन प्रतिक्रिया क्षमता से परे रणनीतिक लाभ प्रदान करता है। व्यापक प्रशिक्षण कार्यक्रमों में केवल वेल्डिंग प्रक्रियाओं के यांत्रिक निष्पादन को ही नहीं, बल्कि संधि गुणवत्ता को नियंत्रित करने वाले मूल सिद्धांतों को भी शामिल करना चाहिए। तापमान, दबाव और समय के पारस्परिक संबंध को समझने से तकनीशियन असामान्य परिस्थितियों का निवारण कर सकते हैं तथा नए बेल्ट सामग्री या अनुप्रयोगों के अनुकूल प्रक्रियाओं को समायोजित कर सकते हैं। कच्चे सामान के साथ व्यावहारिक अभ्यास से तकनीशियनों में मांसपेशियों की स्मृति (मसल मेमोरी) और आत्मविश्वास का विकास होता है, जिससे वे उत्पादन-महत्वपूर्ण स्थापनाएँ करने से पहले पूर्ण रूप से तैयार हो जाते हैं।
संरचित योग्यता सत्यापन सुनिश्चित करता है कि राउंड बेल्ट वेल्डिंग के लिए नियुक्त कर्मचारियों के पास पर्याप्त कौशल स्तर है। व्यावहारिक मूल्यांकन में विभिन्न बेल्ट व्यास और सामग्रियों पर वेल्ड को पूरा करना शामिल हो सकता है, जिसके बाद जोड़ों का तन्यता परीक्षण करके उनकी शक्ति मानकों की पुष्टि की जाती है। स्वीकार्य और दोषपूर्ण वेल्ड के दृश्य संदर्भ मानकों का निर्माण करना ऑपरेटरों को गुणवत्ता विभेदन कौशल विकसित करने में सहायता प्रदान करता है। नियमित रिफ्रेशर प्रशिक्षण उपकरण अपडेट्स, सुविधा में प्रवेश करने वाली नई बेल्ट सामग्रियों और पिछली स्थापना चुनौतियों से सीखे गए पाठों को संबोधित करता है। जो संगठन रखरखाव टीम की क्षमता निर्माण में प्रणालीगत रूप से निवेश करते हैं, वे अनौपचारिक ज्ञान हस्तांतरण पर निर्भर सुविधाओं की तुलना में मापने योग्य रूप से उच्च प्रथम-बार सफलता दर और कम स्थापना समय प्राप्त करते हैं।
आंतरिक वेल्डिंग क्षमता का आर्थिक विश्लेषण
ऑन-साइट राउंड बेल्ट वेल्डिंग क्षमता के विकास के लिए वित्तीय औचित्य केवल प्रत्यक्ष सामग्री लागत बचत से अधिक है। बेल्ट प्रतिस्थापन की कुल लागत को मापने में उत्पादन अवरोध, त्वरित प्रतिस्थापन भागों के लिए आपातकालीन शिपिंग शुल्क और विफलताओं के सामान्य कार्य घंटों के बाहर घटित होने पर संभावित अतिरिक्त मजदूरी लागत शामिल है। एक उत्पादन लाइन के लिए जो प्रति घंटा 5,000 डॉलर की आय अर्जित करती है, यहाँ तक कि दो घंटे का अवरोध घटना भी 10,000 डॉलर के खोए हुए उत्पादन की लागत का कारण बनती है, जो वेल्डिंग उपकरण निवेश की सामान्य लागत से काफी अधिक है। जिन सुविधाओं में वार्षिक रूप से तीन से चार से अधिक बेल्ट विफलताएँ होती हैं, वे आमतौर पर आंतरिक वेल्डिंग क्षमता के कार्यान्वयन के पहले वर्ष के भीतर सकारात्मक रिटर्न ऑन इन्वेस्टमेंट (आरओआई) प्राप्त करती हैं।
विशिष्ट अनुप्रयोगों के लिए बेल्ट स्थापना को अनुकूलित करने की लचीलापन से अतिरिक्त आर्थिक लाभ उत्पन्न होते हैं। स्थान पर गोल बेल्ट वेल्डिंग की सुविधा से विशिष्ट लंबाई की बेल्ट बनाई जा सकती है, जिससे ड्राइव दक्षता में सुधार होता है, कंपन कम होता है, या ऐसे अद्वितीय मशीन विन्यासों को संभव बनाया जा सकता है जो मानक पूर्व-निर्मित अंतहीन बेल्ट्स के साथ संभव नहीं होते। बाहरी निर्माण सेवाओं की आवश्यकता के बिना विभिन्न बेल्ट सामग्रियों और विन्यासों के साथ प्रयोग करने की क्षमता प्रक्रिया सुधार पहलों को त्वरित करती है। कई सुविधाओं का संचालन करने वाले संगठनों के लिए, केंद्रीय स्थान पर वेल्डिंग विशेषज्ञता का विकास सैटेलाइट साइट्स को मोबाइल सेवा आवाज़ों के माध्यम से या सामान्य अनुप्रयोगों के लिए पूर्व-वेल्डेड बेल्ट्स प्रदान करके समर्थन दे सकता है, जिससे प्रशिक्षण और उपकरण निवेश पर व्यापक उद्यम में रिटर्न को गुणा किया जा सकता है।
अक्सर पूछे जाने वाले प्रश्न
उचित रूप से वेल्ड की गई गोल बेल्ट जोड़ की विशिष्ट शक्ति आधार बेल्ट सामग्री की तुलना में क्या होती है?
जब उचित उपकरणों और पैरामीटर्स का उपयोग करके गोल बेल्ट वेल्डिंग सही ढंग से की जाती है, तो परिणामी जॉइंट आमतौर पर आधार बेल्ट की तन्य शक्ति का 85–95% प्राप्त करता है। पॉलीयूरेथेन बेल्ट्स पर उच्च-गुणवत्ता वाली वेल्डिंग में संलयन प्रक्रिया के दौरान आणविक अंतर्लॉकिंग के कारण आधार सामग्री की शक्ति के 100% या उससे भी अधिक मान तक पहुँचा जा सकता है। जॉइंट की शक्ति पूरे अनुप्रस्थ काट में पूर्ण संलयन प्राप्त करने, तनाव संकेंद्रण को समाप्त करने के लिए उचित संरेखण, और संपीड़न के अधीन उचित शीतन पर गहराई से निर्भर करती है। यदि कोई जॉइंट आधार सामग्री की शक्ति के 80% से कम पर विफल हो जाता है, तो इसका अर्थ है कि प्रक्रिया में कमियाँ हैं, जैसे—अपर्याप्त तापमान, अपर्याप्त संपीड़न दाब, दूषित सतहें, या वेल्डिंग के दौरान गलत संरेखण। अधिकांश औद्योगिक अनुप्रयोगों के लिए, 85% या उससे अधिक आधार सामग्री की शक्ति प्राप्त करने वाले जॉइंट्स का सेवा जीवन बेल्ट के समान होता है, और जब संचालन सीमाओं को पार किया जाता है तो विफलता वेल्ड के स्थान पर बेल्ट में होती है।
क्या गोल बेल्ट वेल्डिंग रबर बेल्ट पर सफलतापूर्वक की जा सकती है या केवल पॉलीयूरेथेन सामग्री पर ही की जा सकती है?
गोल बेल्ट वेल्डिंग रबर और पॉलीयूरेथेन दोनों प्रकार की बेल्ट्स पर संभव है, हालाँकि पॉलीयूरेथेन सामग्री सामान्यतः सरल प्रक्रियाओं के साथ उत्कृष्ट परिणाम प्रदान करती है। पॉलीयूरेथेन की थर्मोप्लास्टिक प्रकृति के कारण इसे साफ़ तरीके से पिघलाया जा सकता है और पुनः ठोसीभूत किया जा सकता है, जिससे रासायनिक क्रॉस-लिंकिंग की आवश्यकता के बिना मजबूत आणविक बंधन बनते हैं। रबर की बेल्ट्स, जो थर्मोसेट सामग्री होती हैं, अधिक चुनौतीपूर्ण होती हैं, क्योंकि उनकी वल्कनाइज्ड संरचना सरल तापीय संलयन का प्रतिरोध करती है। सफल रबर गोल बेल्ट वेल्डिंग के लिए उच्च तापमान, लंबे तापन चक्र और अक्सर विशिष्ट बॉन्डिंग एजेंट्स या सतह तैयारी तकनीकों का लाभ उठाना आवश्यक होता है। कुछ रबर सूत्र, विशेष रूप से उच्च सल्फर सामग्री या विशिष्ट भराव सामग्री वाले, केवल तापीय वेल्डिंग के माध्यम से पर्याप्त बंधन शक्ति प्राप्त नहीं कर पाते हैं और इनके लिए यांत्रिक स्प्लाइसिंग विधियों की आवश्यकता होती है। निर्माताओं द्वारा प्रदान किए गए सामग्री विशिष्टता शीट्स में वेल्डिंग उपयुक्तता का संकेत दिया जाता है, और महत्वपूर्ण स्थापनाओं से पहले नमूना सामग्री पर परीक्षण वेल्डिंग करना विशिष्ट रबर सूत्रों के लिए प्रक्रिया क्षमता की पुष्टि करने के लिए आवश्यक है।
रखरखाव कर्मचारी को नए वेल्डेड गोल बेल्ट्स को स्थापित करने से पहले कितनी देर तक ठंडा होने देना चाहिए?
गोल बेल्ट वेल्डिंग के बाद आवश्यक शीतन अवधि बेल्ट के व्यास और सामग्री के तापीय गुणों पर निर्भर करती है, लेकिन सामान्य उद्योग प्रथा में जोड़ के क्षेत्र को संभालने से पहले न्यूनतम 3–5 मिनट और बेल्ट को मशीनरी पर स्थापित करने से पहले 10–15 मिनट का शीतन समय देने की सिफारिश की जाती है। 6 मिमी से कम व्यास वाली छोटी बेल्टें अपने कम तापीय द्रव्यमान के कारण तेज़ी से ठंडी होती हैं और छोटी शीतन अवधि के बाद सुरक्षित रूप से संभाली जा सकती हैं। 12 मिमी से अधिक व्यास वाली बड़ी बेल्टें ऊष्मा को लंबे समय तक धारण करती हैं और जोड़ के पूरे अनुप्रस्थ काट में पूर्ण सुदृढीकरण सुनिश्चित करने के लिए विस्तारित शीतन से लाभान्वित होती हैं। पर्याप्त शीतन पूरा होने से पहले अत्यधिक जल्दी स्थापित करने से पुलियों के चारों ओर बेल्ट को खींचते समय अभी भी लचीले जोड़ के विकृत होने का खतरा होता है, जिससे संभवतः दुर्बलता या ज्यामितीय अनियमितताएँ उत्पन्न हो सकती हैं। स्थापना शुरू करने से पहले जोड़ का क्षेत्र छूने पर ठंडा महसूस होना चाहिए और इसकी कठोरता आसपास की बेल्ट सामग्री के समान होनी चाहिए। उत्पादन-महत्वपूर्ण अनुप्रयोगों के लिए, जहाँ समय अत्यंत सीमित हो, जोड़ के ऊपर पंखों का उपयोग करके वातावरण की वायु को निर्देशित करना शीतन को त्वरित करता है, बिना संपीड़ित वायु के उपयोग के जो बंधन इंटरफ़ेस को दूषित कर सकती है।
वेल्डेड गोल बेल्ट जॉइंट्स में पूर्वकालिक विफलता के सबसे आम कारण क्या हैं?
अधिकांश अकालपूर्ण गोल बेल्ट वेल्डिंग जॉइंट विफलताएँ पाँच प्राथमिक कारणों से उत्पन्न होती हैं: अपर्याप्त सतह तैयारी जिससे दूषक पदार्थ शेष रह जाते हैं और उचित संलयन को रोकते हैं, अपर्याप्त तापन तापमान जिसके कारण आणविक बंधन पूर्ण नहीं हो पाता है, वेल्डिंग के दौरान विसंरेखण जो तनाव संकेंद्रण बिंदुओं का निर्माण करता है, स्थापना के दौरान अनुचित तनाव जो जॉइंट पर अत्यधिक तनाव उत्पन्न करता है, और बेल्ट सामग्री के विनिर्देशों से अधिक रसायनों या तापमान के प्रति पर्यावरणीय उजागर होना। तेल, धूल या हैंडलिंग अवशेषों से उत्पन्न सतह दूषण दृश्य रूप से स्वीकार्य प्रतीत होने वाले कमजोर जॉइंट्स का एकमात्र सबसे आम कारण है, जो संचालन भार के तहत विफल हो जाते हैं। तापमान से संबंधित समस्याएँ तब उत्पन्न होती हैं जब ऑपरेटर विभिन्न बेल्ट सामग्रियों के लिए अनुकूलित सेटिंग्स का उपयोग करते हैं या वेल्डिंग उपकरणों के प्रदर्शन पर वातावरणीय तापमान के प्रभाव को ध्यान में नहीं रखते हैं। संरेखण समस्याएँ उन जॉइंट्स के माध्यम से स्पष्ट हो जाती हैं जो दृश्यमान सीढ़ियाँ या कोण बनाते हैं, जिससे कंपन और संकेंद्रित घर्षण उत्पन्न होता है। इन सभी कारकों को ध्यान में रखते हुए उचित प्रशिक्षण, मानकीकृत प्रक्रियाओं और उपयुक्त उपकरणों के संयोजन से अच्छी तरह से प्रबंधित रखरखाव कार्यक्रमों में अकालपूर्ण जॉइंट विफलताओं को नगण्य स्तर तक कम कर दिया जा सकता है।
विषय-सूची
- औद्योगिक अनुप्रयोगों के लिए राउंड बेल्ट वेल्डिंग के मूल सिद्धांतों को समझना
- ऑन-साइट वेल्डिंग स्थापना के लिए राउंड बेल्ट की तैयारी
- गोल बेल्ट वेल्डिंग प्रक्रिया का क्रियान्वयन
- वेल्डिंग के बाद की समापन और स्थापना प्रक्रियाएँ
- रणनीतिक बेल्ट प्रबंधन के माध्यम से शून्य-गैप उत्पादन का अनुकूलन
-
अक्सर पूछे जाने वाले प्रश्न
- उचित रूप से वेल्ड की गई गोल बेल्ट जोड़ की विशिष्ट शक्ति आधार बेल्ट सामग्री की तुलना में क्या होती है?
- क्या गोल बेल्ट वेल्डिंग रबर बेल्ट पर सफलतापूर्वक की जा सकती है या केवल पॉलीयूरेथेन सामग्री पर ही की जा सकती है?
- रखरखाव कर्मचारी को नए वेल्डेड गोल बेल्ट्स को स्थापित करने से पहले कितनी देर तक ठंडा होने देना चाहिए?
- वेल्डेड गोल बेल्ट जॉइंट्स में पूर्वकालिक विफलता के सबसे आम कारण क्या हैं?
