conveyor belt cleaner
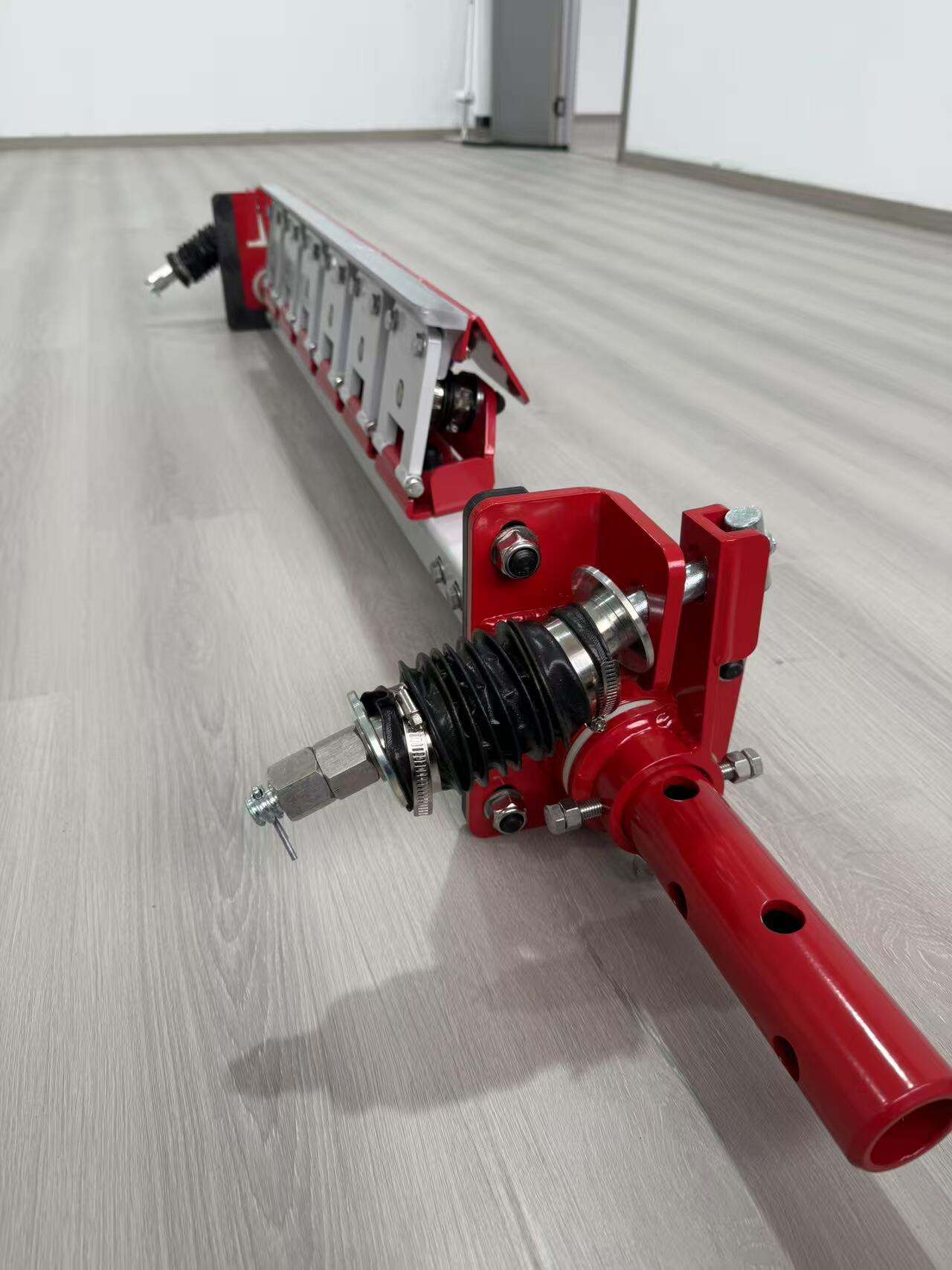
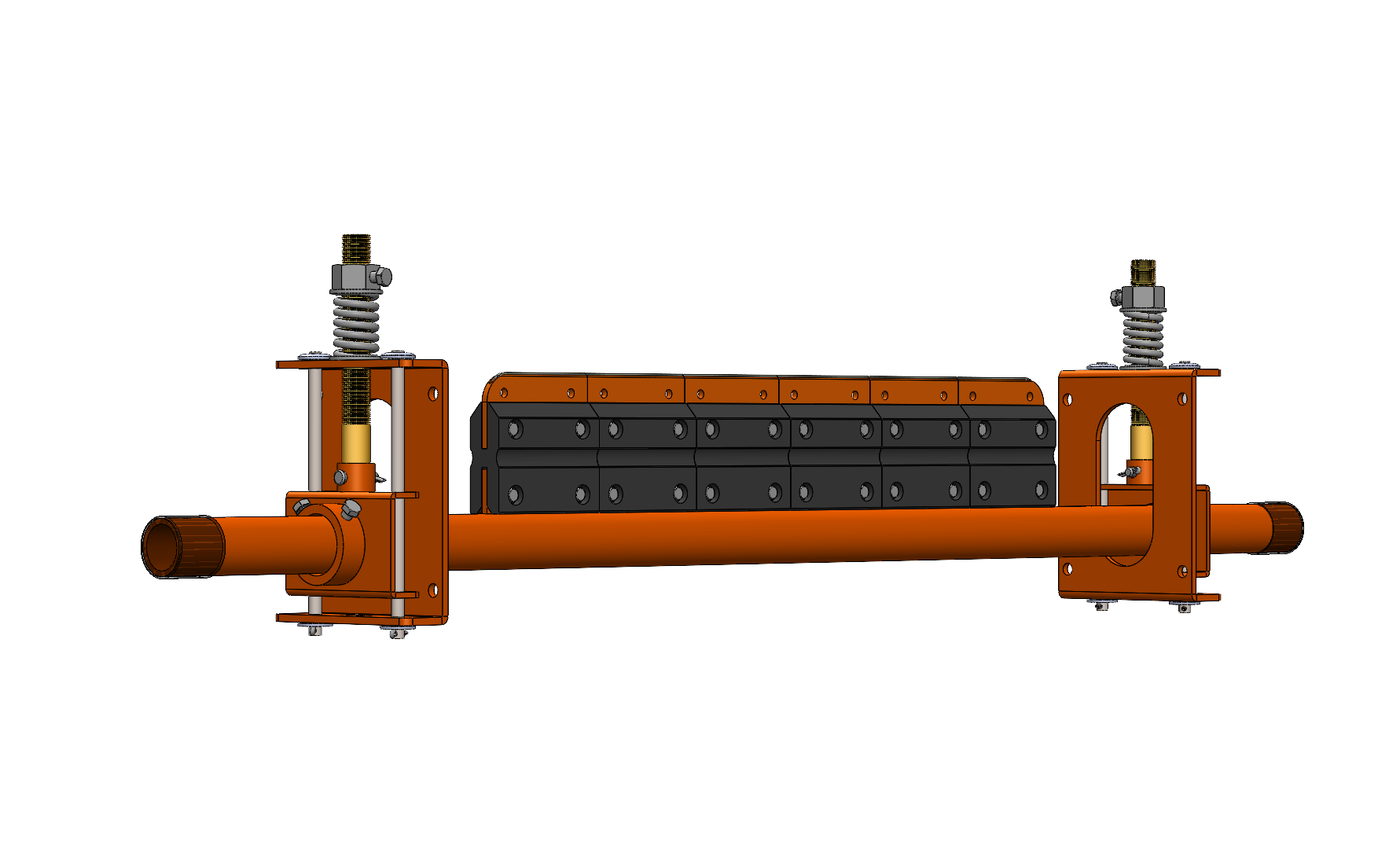
A conveyor belt cleaner represents a critical component in industrial material handling systems, designed to maintain optimal operational efficiency by removing debris, spillage, and buildup from conveyor belt surfaces. These specialized cleaning devices serve as essential maintenance tools that prevent material accumulation, reduce downtime, and extend equipment lifespan across diverse industrial applications. The primary function of a conveyor belt cleaner involves continuous removal of sticky materials, fine particles, and bulk substances that adhere to belt surfaces during transportation processes. Modern conveyor belt cleaner systems incorporate advanced blade technologies, adjustable mounting mechanisms, and durable construction materials to deliver consistent cleaning performance under demanding operational conditions. The technological features of contemporary conveyor belt cleaner units include tungsten carbide blade edges for superior wear resistance, spring-loaded tensioning systems for automatic blade adjustment, and modular designs that facilitate quick installation and maintenance procedures. These cleaning systems operate through direct contact methods, utilizing specially engineered blades that maintain optimal contact pressure against moving belt surfaces while minimizing wear and tear. Industrial applications for conveyor belt cleaner systems span across mining operations, aggregate processing facilities, cement manufacturing plants, steel production sites, power generation facilities, and food processing environments. Each application demands specific cleaning requirements based on material characteristics, environmental conditions, and operational parameters. The versatility of modern conveyor belt cleaner designs allows for customization according to belt width, speed, material type, and installation constraints. Advanced models feature adjustable blade angles, quick-release mechanisms for blade replacement, and corrosion-resistant coatings suitable for harsh industrial environments. The integration of conveyor belt cleaner systems into existing material handling infrastructure requires careful consideration of belt specifications, cleaning requirements, and maintenance accessibility to ensure optimal performance and longevity.