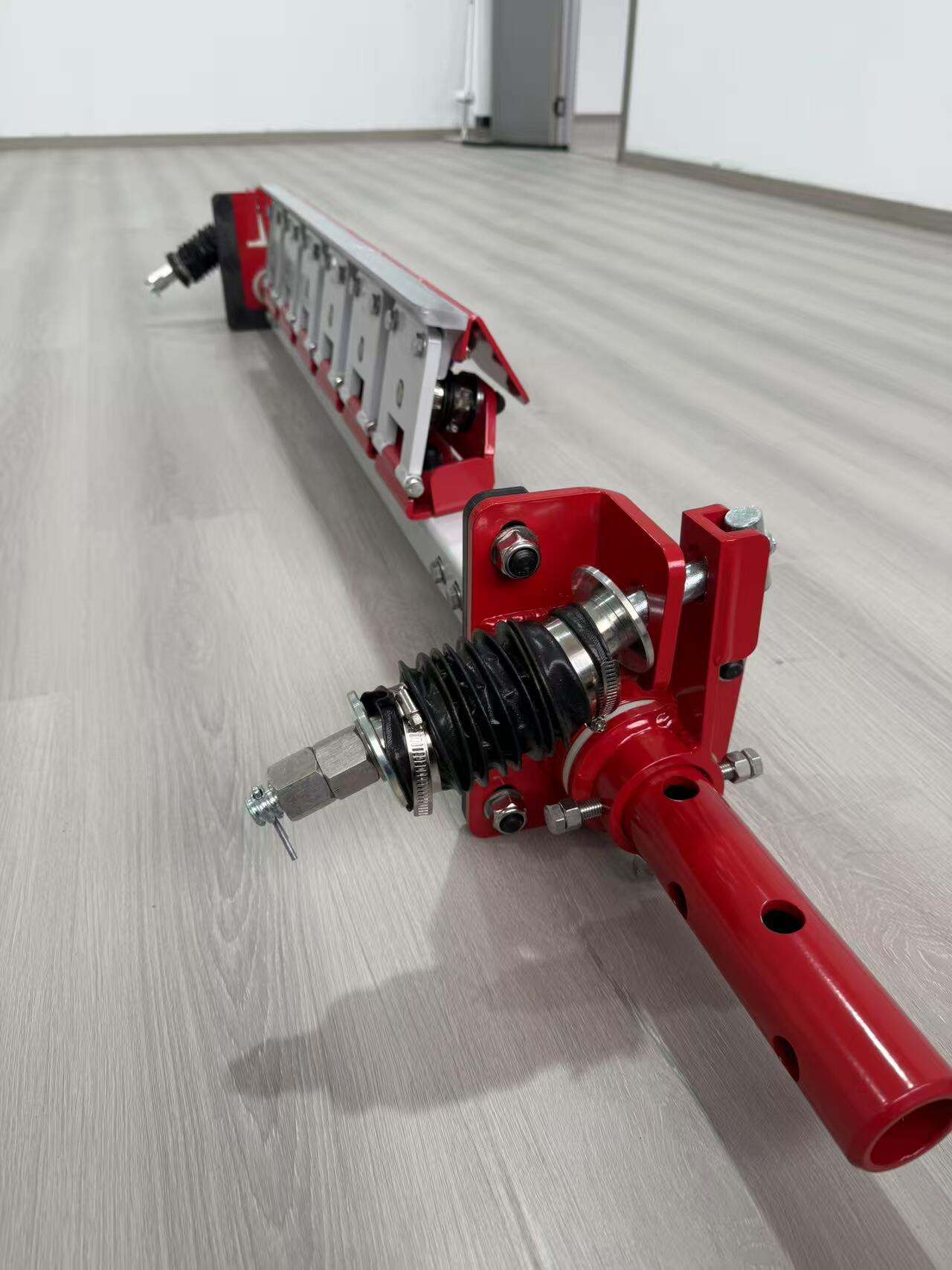
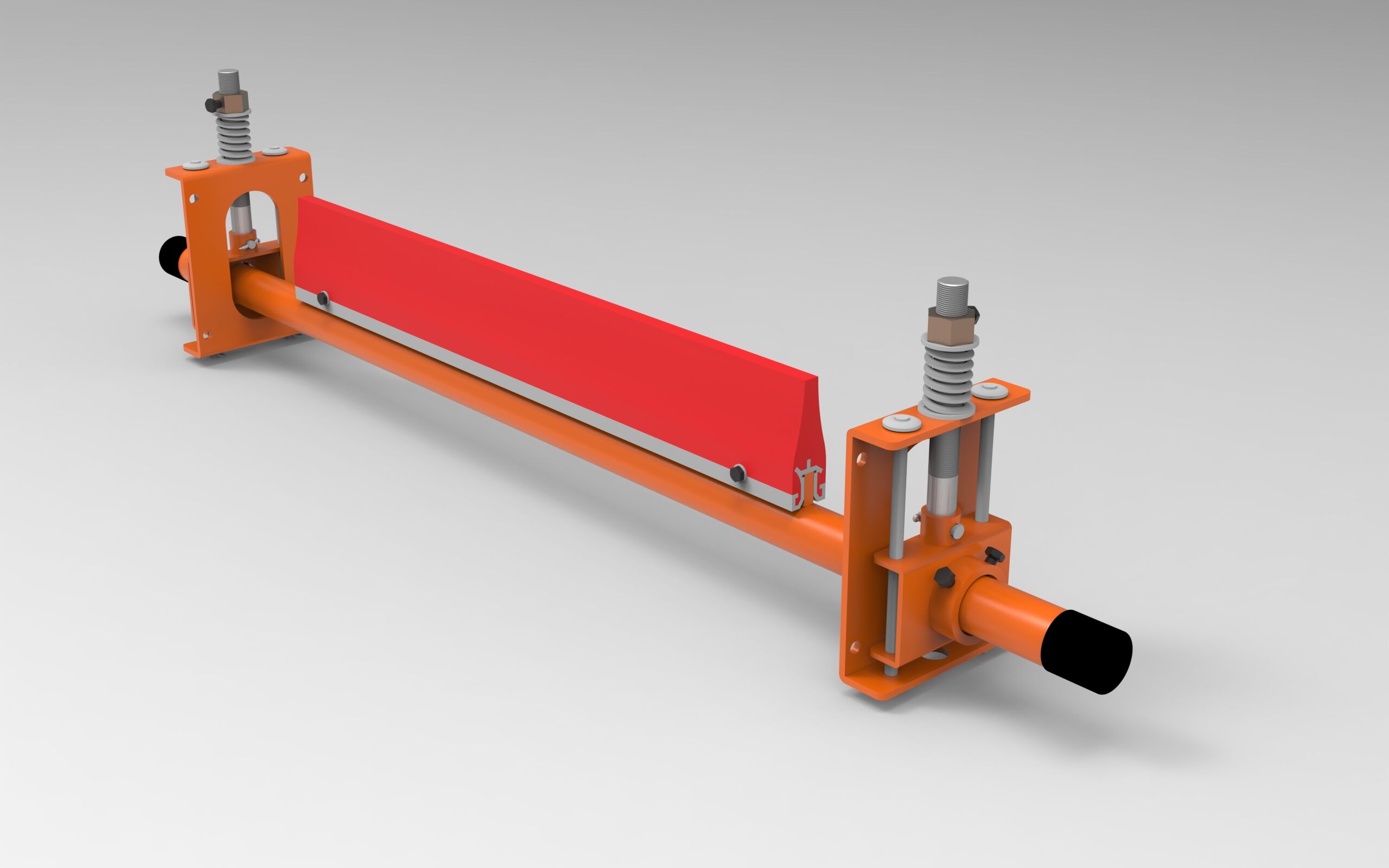
primary belt cleaner
The primary belt cleaner represents a critical component in modern conveyor systems, serving as the first line of defense against material carryback and spillage. This essential equipment is strategically positioned at the head pulley discharge point, where it makes direct contact with the conveyor belt to remove adhered materials before they can cause operational disruptions. The primary belt cleaner functions through mechanical scraping action, utilizing specially designed blades or scrapers that maintain constant contact with the belt surface. These cleaning elements are typically manufactured from durable materials such as polyurethane, tungsten carbide, or specialized rubber compounds, each selected based on specific application requirements and belt characteristics. The technological features of a primary belt cleaner include adjustable tensioning mechanisms that ensure optimal blade contact pressure, modular design elements for easy maintenance access, and corrosion-resistant construction suitable for harsh industrial environments. Advanced models incorporate self-adjusting capabilities that automatically compensate for blade wear, maintaining consistent cleaning performance throughout the component's operational life. The system operates continuously during conveyor operation, requiring no external power source beyond the belt movement itself. Primary belt cleaners find extensive applications across diverse industries including mining operations, aggregate processing facilities, coal handling plants, cement manufacturing, steel production, food processing, and recycling centers. In mining environments, these cleaners prevent valuable ore materials from accumulating beneath conveyors, reducing waste and improving recovery rates. Manufacturing facilities utilize primary belt cleaners to maintain product quality standards by preventing cross-contamination between different material batches. The strategic placement and robust construction of primary belt cleaners make them indispensable for maintaining operational efficiency, reducing maintenance costs, and ensuring workplace safety standards across industrial conveyor applications.