neoprene rubber roller
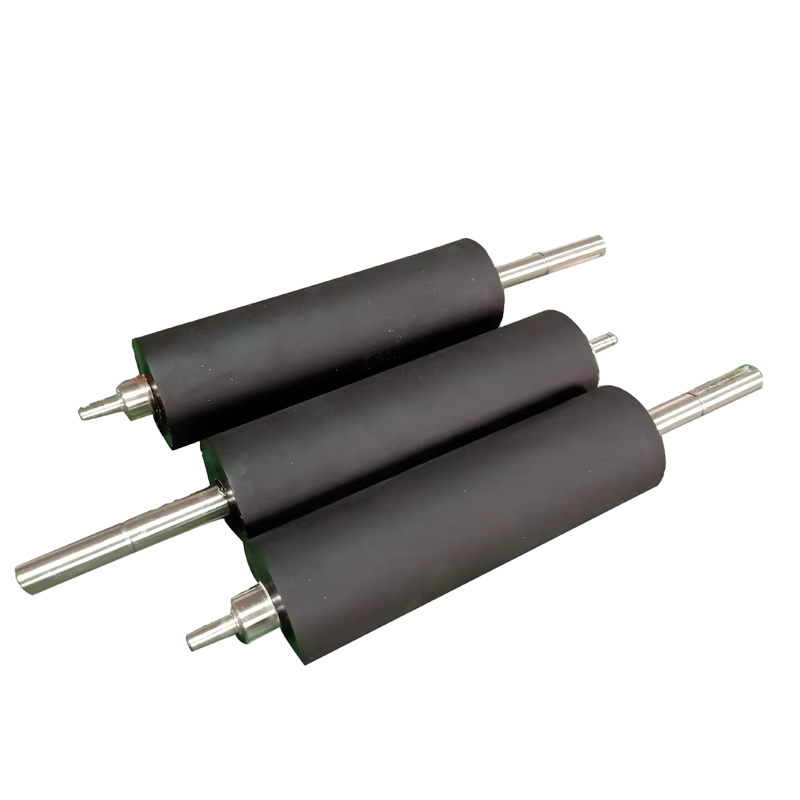
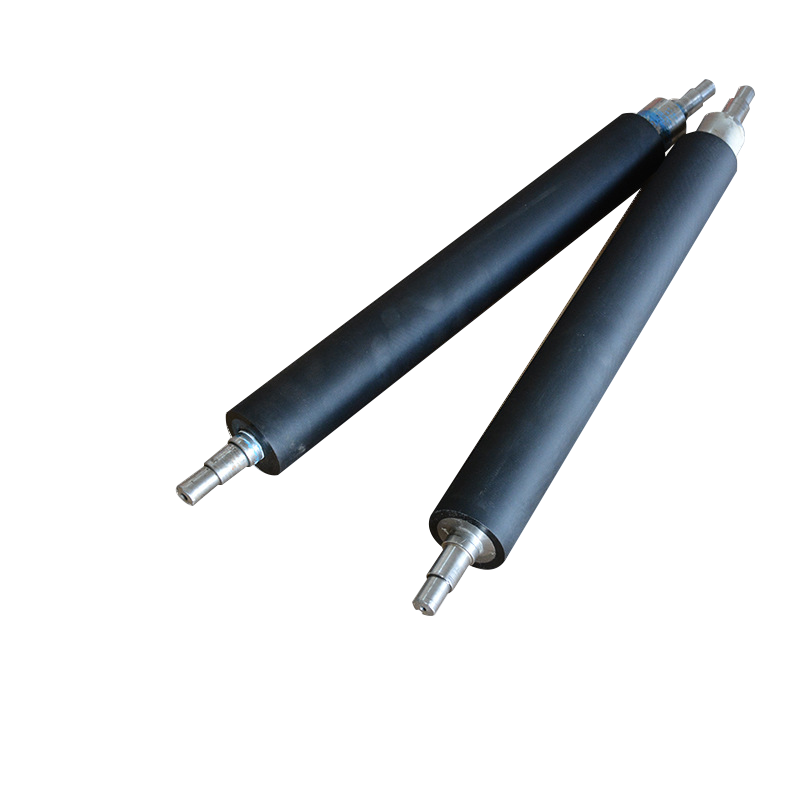
The neoprene rubber roller represents a cutting-edge solution in industrial material handling and processing applications. This specialized roller combines the exceptional properties of neoprene synthetic rubber with precision engineering to deliver superior performance across diverse manufacturing environments. A neoprene rubber roller features a steel or aluminum core wrapped with high-quality neoprene material, creating a durable and versatile component that excels in demanding operational conditions. The technological features of neoprene rubber roller systems include excellent chemical resistance, outstanding temperature stability, and superior mechanical strength. These rollers maintain their structural integrity when exposed to oils, solvents, acids, and alkaline substances that would degrade standard rubber materials. The neoprene coating provides exceptional resistance to ozone, weathering, and ultraviolet radiation, ensuring long-term reliability in both indoor and outdoor applications. Manufacturing processes benefit significantly from neoprene rubber roller implementation due to their consistent surface texture and dimensional stability. The material exhibits excellent adhesion properties when bonded to metal cores, preventing delamination and ensuring reliable operation throughout extended service periods. Temperature resistance capabilities allow neoprene rubber roller units to function effectively in environments ranging from sub-zero conditions to elevated temperatures exceeding 200 degrees Fahrenheit. Applications for neoprene rubber roller systems span multiple industries including printing, packaging, textile processing, food production, and chemical manufacturing. In printing operations, these rollers provide precise ink transfer and consistent pressure distribution. The food processing industry relies on neoprene rubber roller components for their FDA-approved formulations and easy cleaning properties. Chemical processing facilities utilize these rollers for conveying and processing materials where chemical compatibility is crucial for safe operations.