polyurethane conveyor belts
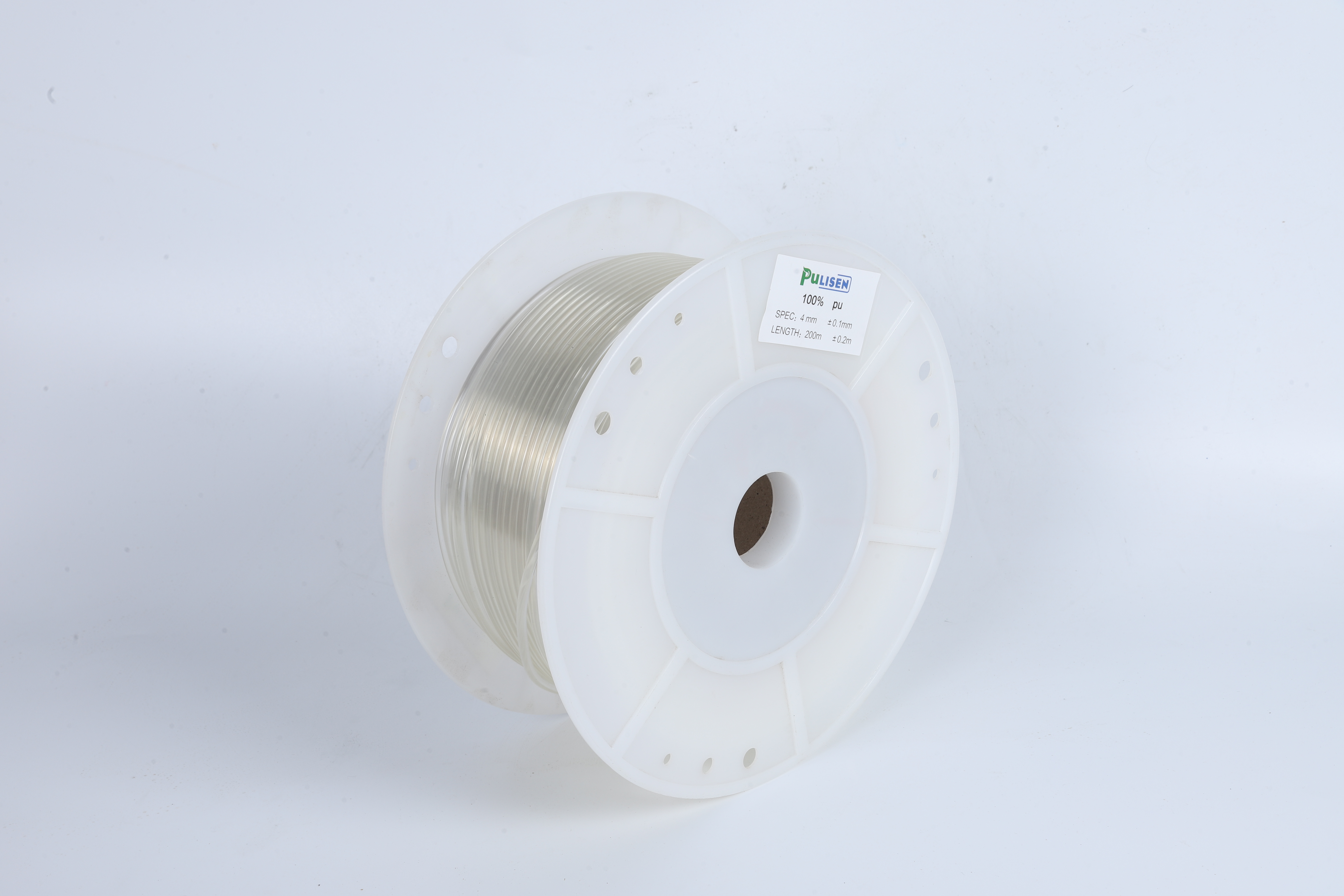
Polyurethane conveyor belts represent a cutting-edge solution in material handling technology, delivering superior performance across diverse industrial applications. These advanced belts combine exceptional durability with precise engineering to meet the demanding requirements of modern manufacturing and processing environments. The main functions of polyurethane conveyor belts center around efficient material transportation, providing reliable movement of products through various stages of production processes. Their technological features include outstanding resistance to abrasion, chemicals, and temperature fluctuations, making them ideal for challenging operational conditions. The polyurethane material offers excellent flexibility while maintaining structural integrity under heavy loads and continuous operation. These belts excel in applications requiring precise tracking and minimal stretch, ensuring consistent performance throughout their operational lifespan. Key technological characteristics include superior grip properties, low coefficient of friction on the return side, and exceptional tear resistance. The manufacturing process involves advanced molding techniques that create seamless belt surfaces, eliminating weak points commonly found in traditional belt constructions. Polyurethane conveyor belts find extensive applications in food processing industries, where hygiene and easy cleaning are paramount. They serve pharmaceutical manufacturing, automotive assembly lines, packaging operations, and logistics centers. The aerospace industry relies on these belts for precision component handling, while textile manufacturers utilize them for delicate fabric processing. Mining operations benefit from their durability in harsh environments, and recycling facilities appreciate their chemical resistance when handling various materials. Agricultural processing plants employ polyurethane conveyor belts for grain handling, fruit sorting, and vegetable processing applications. Their versatility extends to electronics manufacturing, where static-resistant formulations protect sensitive components during assembly processes.